

Hat, a covering for the head worn by both sexes, and distinguished from the cap or bonnet by the possession of a brim. The word in O.E. is hœt, which is cognate with O. Frisian hatt, O.N. hotte, &c., meaning head-covering, hood; it is distantly related to the O.E. hod, hood, which is cognate with the German for “hat,” Hut. The history of the hat as part of the apparel of both sexes, with the various changes in shape which it has undergone, is treated in the article Costume.
Hats were originally made by the process of felting, and as tradition ascribed the discovery of that very ancient operation to St Clement, he was assumed as the patron saint of the craft. At the present day the trade is divided into two distinct classes. The first and most ancient is concerned with the manufacture of felt hats, and the second has to do with the recent but now most extensive and important manufacture of silk or dress hats. In addition to these there is the important manufacture of straw or plaited hats (see Straw and Straw Manufactures); and hats are occasionally manufactured of materials and by processes not included under any of these heads, but such manufactures do not take a large or permanent position in the industry.
Felt Hats.—There is a great range in the quality of felt hats: the finer and more expensive qualities are made entirely of fur; for commoner qualities a mixture of fur and wool is used; and for the cheapest kinds wool alone is employed. The processes and apparatus necessary for making hats of fur differ also from those required in the case of woollen bodies; and in large manufactories machinery is now generally employed for operations which at no distant date were entirely manual. An outline of the operations by which the old beaver hat was made will give an idea of the manual processes in making a fur napped hat, and the apparatus and mechanical processes employed in making ordinary hard and soft felts will afterwards be noticed.
Hatters’ fur consists principally of the hair of rabbits (technically called coneys) and hares, with some proportion of nutria, musquash and beavers’ hair; and generally any parings and cuttings from furriers are also used. Furs intended for felting are deprived of their long coarse hairs, after which they are treated with a solution of nitrate of mercury, an operation called carroting or secretage, whereby the felting properties of the fur are greatly increased. The fur is then cut by hand or machine from the skin, and in this state it is delivered to the hat maker.
 |
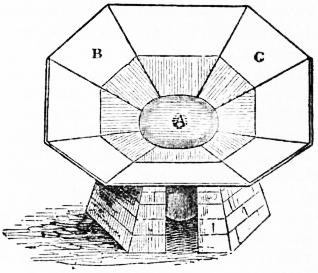
| Fig. 1. |
The old process of making a beaver hat was as follows. The materials of a proper beaver consisted, for the body or foundation, of rabbits’ fur, and for the nap, of beaver fur, although the beaver was often mixed with or supplanted by a more common fur. In preparing the fur plate, the hatter weighed out a sufficient quantity of rabbit fur for a single hat, and spread it out and combined it by the operation of bowing. The bow or stang ABC (fig. 1) was about 7 ft. long, and it stretched a single cord of catgut D, which the workman vibrated by means of a wooden pin E, furnished with a half knob at each end. Holding the bow in his left hand, and the pin in his right, he caused the vibrating string to come in contact with the heap of tangled fur, which did not cover a space greater than that of the hand. At each vibration some of the filaments started up to the height of a few inches, and fell away from the mass, a little to the right of the bow, their excursions being restrained by a concave frame of wicker work called the basket. One half of the material was first operated on, and by bowing and gathering, or a patting use of the basket, the stuff was loosely matted into a triangular figure, about 50 by 36 in., called a bat. In this formation care was taken to work about two-thirds of the fur down towards what was intended for the brim, and this having been effected, greater density was induced by gentle pressure with the basket. It was then covered with a wettish linen cloth, upon which was laid the hardening skin, a piece of dry half-tanned horse hide. On this the workman pressed until the stuff adhered closely to the damp cloth, in which it was then doubled up, freely pressed with the hand, and laid aside. By this process, called basoning, the bat became compactly felted and thinned toward the sides and point. The other half of the fur was next subjected to precisely the same processes, after which a cone-shaped slip of stiff paper was laid on its surface, and the sides of the bat were folded over its edges to its form and size. It was then laid paper-side downward upon the first bat, which was now replaced on the hurdle, and its edges were transversely doubled over the introverted side-lays of the second bat, thus giving equal thickness to the whole body. In this condition it was reintroduced between folds of damp linen cloth, and again hardened, so as to unite the two halves, the knitting together of which was quickly effected. The paper was then withdrawn, and the body in the form of a large cone removed to the plank or battery room.
 |
| Fig. 2. |
The battery consisted of an open iron boiler or kettle A (fig. 2), filled with scalding hot water, with shelves, B, C, partly of mahogany and partly of lead, sloping down to it. Here the body was first dipped in the water, and then withdrawn to the plank to cool and drain, when it was unfolded, rolled gently with a pin tapering towards the ends, turned, and worked in every direction, to toughen and shrink it, and at the same time prevent adhesion of its sides. Stopping or thickening any thin spots seen on looking through the body, was carefully performed by dabbing on additional stuff in successive supplies from the hot liquor with a brush frequently dipped into the kettle, until the body was shrunk sufficiently (about one-half) and thoroughly equalized. When quite dried, stiffening was effected with a brush dipped into a thin varnish of shellac, and rubbed into the body, the surface intended for the inside having much more laid on it than the outer, while the brim was made to absorb many times the quantity applied to any other part.
On being again dried, the body was ready to be covered with a nap of beaver hair. For this, in inferior qualities, the hair of the otter, nutria or other fine fur was sometimes substituted. The requisite quantity of one or other of these was taken and mixed with a proportion of cotton, and the whole was bowed up into a thin uniform lap. The cotton merely served to give sufficient body to the material to enable the workman to handle the lap. The body of the hat being damped, the workman spread over it a covering of this lap, and by moistening and gentle patting with a brush the cut ends of the hair penetrated and fixed themselves in the felt body. The hat was then put into a coarse hair cloth, dipped and rolled in the hot liquor until the fur was quite worked in, the cotton being left on the surface loose and ready for removal. The blocking, dyeing and finishing processes in the case of beaver hats were similar to those employed for ordinary felts, except that greater care and dexterity were required on the part of the workmen, and further that the coarse hairs or kemps which might be in the fur were cut off by shaving the surface with a razor. The nap also had to be laid in one direction, smoothed and rendered glossy by repeated wettings, ironings and brushings. A hat so finished was very durable and much more light, cool and easy-fitting to the head than the silk hat which has now so largely superseded it.
The first efficient machinery for making felt hats was devised in America, and from the United States the machine-making processes were introduced into England about the year 1858; and now in all large establishments machinery such as that alluded to below is employed. For the forming of hat bodies two kinds of machine are used, according as the material employed is fur or wool. In the case of fur, the essential portion of the apparatus is a “former,” consisting of a metal cone of the size and form of the body or bat to be made, perforated all over with small holes. The cone is made to revolve on its axis slowly over an orifice under which there is a powerful fan, which maintains a strong inward draught of air through the holes in the cone. At the side of the cone, and with an opening towards it, is a trunk or box from which the fur to be made into a hat is thrown out by the rapid revolution of a brushlike cylinder, and as the cloud of separate hairs is expelled from the trunk, the current of air being sucked through the cone carries the fibres to it and causes them to cling closely to its surface. Thus a coating of loose fibres is accumulated on the copper cone, and these are kept in position only by the exhaust at work under it. When sufficient for a hat body has been deposited, it is damped and a cloth is wrapped round it; then an outer cone is slipped over it and the whole is removed for felting, while another copper cone is placed in position for continuing the work. The fur is next felted by being rolled and pressed, these operations being performed partly by hand and partly by machine.
In the case of wool hats the hat or body is prepared by first carding in a modified form of carding machine. The wool is divided into two separate slivers as delivered from the cards, and these are wound simultaneously on a double conical block of wood mounted and geared to revolve slowly with a reciprocating horizontal motion, so that there is a continual crossing and recrossing of the wool as the sliver is wound around the cone. This diagonal arrangement of the sliver is an essential feature in the apparatus, as thereby the strength of the finished felt is made equal in every direction; and when strained in the blocking the texture yields in a uniform manner without rupture. The wool wound on the double block forms the material of two hats, which are separated by cutting around the median or base line, and slipping each half off at its own end. Into each cone of wool or bat an “inlayer” is now placed to prevent the inside from matting, after which they are folded in cloths, and placed over a perforated iron plate through which steam is blown. When well moistened and heated, they are placed between boards, and subjected to a rubbing action sufficient to harden them for bearing the subsequent strong planking or felting operations. The planking of wool hats is generally done by machine, in some cases a form of fulling mill being used; but in all forms the agencies are heat, moisture, pressure, rubbing and turning.
When by thorough felting the hat bodies of any kind have been reduced to dense leathery cones about one-half the size of the original bat, they are dried, and, if hard felts are to be made, the bodies are at this stage hardened or stiffened with a varnish of shellac. Next follows the operations of blocking, in which the felt for the first time assumes approximately the form it is ultimately to possess. For this purpose the conical body is softened in boiling water, and forcibly drawn over and over a hat-shaped wooden block. The operation of dyeing next follows, and the finishing processes include shaping on a block, over which crown and brim receive ultimately their accurate form, and pouncing or pumicing, which consists of smoothing the surface with fine emery paper, the hat being for this purpose mounted on a rapidly revolving block. The trimmer finally binds the outer brim and inserts the lining, after which the brim may be given more or less of a curl or turn over according to prevailing fashion.
Silk Hats.—The silk hat, which has now become co-extensive with civilization, is an article of comparatively recent introduction. It was invented in Florence about 1760, but it was more than half a century before it was worn to any great extent.
A silk hat consists of a light stiff body covered with a plush of silk, the manufacture of which in a brilliant glossy condition is the most important element in the industry. Originally the bodies were made of felt and various other materials, but now calico is chiefly used. The calico is first stiffened with a varnish of shellac, and then cut into pieces sufficient for crown, side and brim. The side-piece is wound round a wooden hat block, and its edges are joined by hot ironing, and the crown-piece is put on and similarly attached to the side. The brim, consisting of three thicknesses of calico cemented together, is now slipped over and brought to its position, and thereafter a second side-piece and another crown are cemented on. The whole of the body, thus prepared, now receives a coat of size, and subsequently it is varnished over, and thus it is ready for the operation of covering. In covering this body, the under brim, generally of merino, is first attached, then the upper brim, and lastly the crown and side sewn together are drawn over. All these by hot ironing and stretching are drawn smooth and tight, and as the varnish of the body softens with the heat, body and cover adhere all over to each other without wrinkle or pucker. Dressing and polishing by means of damping, brushing and ironing, come next, after which the hat is “velured” in a revolving machine by the application of haircloth and velvet velures, which cleans the nap and gives it a smooth and glossy surface. The brim has only then to be bound, the linings inserted, and the brim finally curled, when the hat is ready for use.