

Finishing. The term finishing, as specially applied in the textile industries, embraces the process or processes to which bleached, dyed or printed fabrics of any description are subjected, with the object of imparting a characteristic appearance to the surface of the fabric, or of influencing its handle or feel. Strictly speaking, certain operations might be classed under this heading which are conducted previous to bleaching, dyeing, &c; e.g. mercerizing (q.v.), stretching and crabbing, singeing (see Bleaching); but as these are not undertaken by the finisher, only those will be dealt with here which are not mentioned under other headings. By the various treatments to which the fabric is subjected in finishing, it is often so altered in appearance that it is impossible to recognize in it the same material that came from the loom or from the bleacher or dyer. On the other hand, one and the same fabric, subjected to different processes of finishing, may be made to represent totally different classes of material. In other cases, however, the appearance of the finished article differs but slightly from that of the piece on leaving the loom.
All processes of finishing are purely mechanical in character, and the most important of them depend upon the fact that in their ordinary condition (i.e. containing their normal amount of moisture), or better still in a damp state, the textile fibres are plastic, and consequently yield to pressure or tension, ultimately assuming the shape imparted to them. The old-fashioned box press, formerly largely used for household linen, owed its efficacy to this principle. At elevated temperatures the damp fibres become very much more plastic than at the ordinary temperature, the simplest form of finishing appliance based on this fact being the ordinary flat iron. Indeed it may safely be stated that most of the modern finishing processes have been evolved from the household operations of washing (milling), brushing, starching, mangling, ironing and pressing.
Cotton Pieces.—In the ordinary process of bleaching, cotton goods are subjected during the various operations to more or less continual longitudinal tension, and while becoming elongated, shrink more or less considerably in width. In order to bring them back to their original width, they are stretched or “stentered” by means of specially constructed machines. The most effective of these is the so-called stentering frame, which consists essentially of two slightly diverging endless chains carrying clips or pins which hold the piece in position as it traverses the machine. The length of a frame may vary from 20 to 30 yds. On the upper part of the frame the chains run in slots, and by means of set screws the distance between the two chains can be set within the required limits. The pieces are fed on to one end of the machine in the damp state by hand and are then naturally slack. But before they have travelled many yards they become taut, the stretching increasing as they travel along. Simultaneously with the stretching, the pieces are dried by a current of hot air which is blown through from below, so that on arriving at the end of the machine they are not only stretched to the required degree but are also dry. The machine used for stentering is more fully described under Mercerizing (q.v.). In case the goods come straight from the loom to be finished, stentering is not necessary.
Pieces intended to receive a “pure” finish pass on without further treatment to the ordinary finishing processes such as calendering, hot pressing, raising, &c. But in the majority of cases they are previously impregnated, according to the finish desired, with stiffening or softening agents, weighting materials, &c. Usually, starch constitutes the main stiffening agent, with additions of china clay, barium compounds, &c., for weighting purposes, and Turkey red oil, with or without the addition of some vegetable oil or fat, as the softening agent. Magnesium sulphate is also largely used in order to give “body” to the cloth, which it does by virtue of its property of crystallizing in fine felted needle-shaped crystals throughout the mass of the fabric. When starch is used in filling, it is advisable to add some anti-septic, such as zinc chloride, sodium silicofluoride, phenol or salicylic acid, in order to prevent or retard subsequent development of mildew. The impregnation of the pieces with the filling is effected in two ways, viz. either throughout the thickness of the cloth or on one surface only (back starching). When the whole piece is to be impregnated the operation is conducted in a starching mangle, which is similar in construction to an ordinary household mangle, though naturally larger and more elaborate in construction. The pieces run at full width through a trough situated immediately below the bowls and containing the filling (starch paste, &c.), then between the bowls, the pressure (“nip”) of which regulates the amount of filling taken up, and thence over a range of steam-heated drying cylinders (see Bleaching). In case one side only of the goods is to be stiffened—and this is usually necessary in the case of printed goods,—a so-called back-starching mangle is employed.
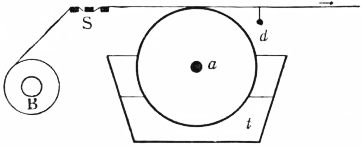 |
| Fig. 1.—Principle of Back-Starching Machine. |
The construction of the machine varies, but the simplest form consists essentially of a wooden bowl a (Fig. 1) which runs in the starch paste contained in trough t. The pieces pass from the batch-roller B, through scrimp rails S and over the bowl under tension, touching the surface from which they gather the starch paste. By means of the fixed “doctor” blade d, which extends across the piece, the paste is levelled on the surface of the fabric and excess scraped off, falling back into the trough. The goods are then dried with the face side to the cylinders.
Some goods come into the market with no further treatment after starching other than running through a mangle with a little softening and then drying, but in the great majority of cases they are subjected to further operations.
Damping.—When deprived of their natural moisture by drying on the cylinder drying machine, cotton goods are not in a fit condition to undergo the subsequent operations of calendering, beetling, &c., since the fibres in the dry state have lost their plasticity. The pieces are consequently damped to the desired degree, and this is usually effected in a damping machine in passing through which they meet with a fine spray of water.
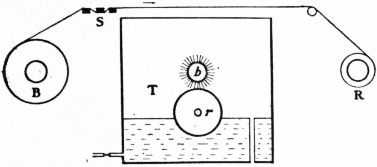 |
| Fig. 2.—Principle of Damping Machine. |
A simple and effective device for this purpose is shown in section in Fig. 2. It consists essentially of a brass roller r running in water contained in a trough or box t. Touching the brass roller is a brush roller b which revolves at a high speed, thus spraying the water, which it takes up continuously from the wet revolving brass roller in all directions, and consequently also against the piece which passes in a stretched condition over the top of the box, being drawn from the batch roller B, over scrimp rails S, and batched again on the other side on roller R. The level of the water in the trough is kept constant.
Calendering.—The calender may be regarded as an elaboration of the ordinary mangle, from which, however, it differs essentially inasmuch as one or more of the rollers or bowls are made of steel or iron and can be treated either by gas or steam; the other bowls are made of compressed cotton or paper. Three distinct forms of calender are in use, viz. the ordinary calender, the friction calender and the embossing calender.
The number of bowls in an ordinary calender varies between two and six according to the character of the finish for which it is intended. In a modern five-bowl calender the bottom bowl is made of cast iron, the second of compressed cotton or paper, the third of iron being hollow and fitted with steam heating apparatus. The fourth bowl is made of compressed cotton, and the fifth of cast iron. The pieces are simply passed through for “swissing,” i.e. for the production of an ordinary plain finish. The same calender may also be used for “chasing,” in which two pieces are passed through, face to face, in order to produce an imitation linen finish. Moiré or “watered” effects are produced in a similar way, but these effects are frequently imitated in the embossing calender.
The friction calender, the object of which is to produce a high gloss on the fabric, differs from the ordinary calender inasmuch as one of the bowls is caused to revolve at a greater speed than the others. In an ordinary three-bowl friction calender the bottom bowl is made of cast iron, the middle one of compressed cotton or paper, and the top one (the friction bowl) of highly polished chilled iron. The last-named bowl, which has a greater peripheral speed than the others, is hollow and can be heated either by steam or gas.
The embossing calender is usually constructed of two bowls, one of which is of steel and the other of compressed cotton or paper. The steel roller, which is hollow and can be heated either by steam or gas, is engraved with the pattern which it is desired to impart to the piece. If the pattern is deep, as is the case in the production of book cloths, it is necessary to run the machine empty under pressure until the pattern of the steel bowl has impressed itself into the cotton or paper bowls, but if the effect desired only consists of very fine lines, this is not necessary; for instance, in the production of the Schreiner finish, which is intended to give the pieces (especially after mercerizing) the appearance of silk, the steel roller is engraved with fine diagonal lines which are so close together (about 250 to the in.) as to be undistinguishable by the naked eye.
Beetling is a process by which a peculiar linen-like appearance and a leathery feel or handle are imparted to cotton fabrics, the process being also employed for improving the appearance of linen goods. For the best class of beetle finish, the pieces are first impregnated with sago starch and the other necessary ingredients (softening, &c.) and are dried on cylinders. They are then damped on a water mangle, and beamed on to the heavy iron bowl of the beetling machine.
A beetling machine of the kind, with four sets of “fallers,” is shown in Fig. 3. The fallers are made of beech wood, are about 8 ft. long, 5½ in. deep and 4 in. wide, and are kept in their vertical position by two pairs of guide rails. Each faller is provided with a tappet or wooden peg driven in at one side, which engages with the teeth or “wipers” of the revolving shaft in the front of the machine. The effect of this mechanism is to lift the faller a distance of about 13 in. and then let it drop on to the cloth wound on the beam. This lifting and dropping of the fallers on to the beam takes place in rhythmical and rapid succession. To ensure even treatment the beam turns slowly round and also has a to-and-fro movement imparted to it. The treatment may last, according to the finish which it is desired to obtain, from one to sixty hours.
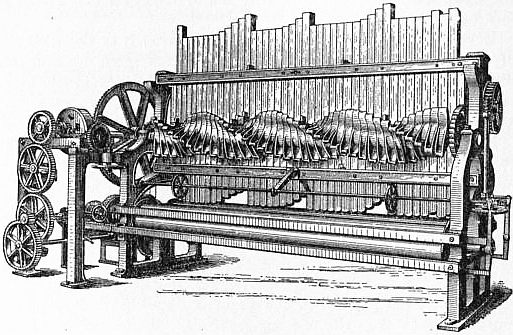 |
| Fig. 3.—Beetling Machine (Edmeston & Sons). |
Beetling was originally used for linen goods, but to-day is almost entirely applied to cotton for the production of so-called linenettes.
Hot-pressing is used to a limited extent in order to obtain a soft finish on cotton goods, but as this operation is more used for wool, it will be described below.
Raising.—This operation, which was formerly only used for woollen goods (teasing), has come largely into use for cotton pieces, partly in consequence of the introduction of the direct cotton colours by which the cotton is dyed evenly throughout (see Dyeing), and partly in consequence of new and improved machinery having been devised for the purpose. Starting with a plain bleached, dyed or printed fabric, the process consists in principle in raising or drawing out the ends of individual fibres from the body of the cloth, so as to produce a nap or soft woolly surface on the face.
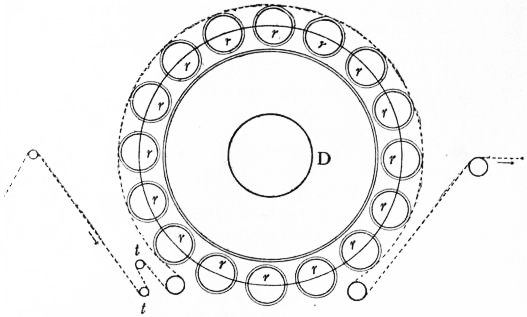 |
| Fig. 4.—Raising. |
This is effected by passing the fabric slowly round a large drum D, which is surrounded, as shown in the diagram, (Fig. 4), by a number of small cylinders or rollers, r, covered with steel wire brushes or “carding,” such as is used in carding engines (see Cotton-Spinning Machinery).
The rollers r, which are all driven by one and the same belt (not shown in the figure), revolve at a high rate of speed, and can be made to do so either in the same direction as that followed by the piece as it travels through the machine or in the opposite one. In addition to their revolving round their own axes, the raising rollers may be either kept stationary or may be moved round the drum D in either direction.
In the more modern machines there are two sets of raising rollers, of which each alternate one is caused to revolve in the direction followed by the piece, while the other is made to revolve in the opposite direction. By passing through an arrangement of this kind several times, or through several such machines in succession, the ends of the fibres are gradually drawn out to the desired extent.
After raising, the pieces are sheared (for better class work) in order to produce greater regularity in the length of the nap. The raised style of finishing is used chiefly for the production of uniformly white or coloured flannelettes but is also used for such as are dyed in the yarn, and to a limited extent for printed fabrics.
Woollen and Worsted Pieces.—Although both of these classes of material are made from wool, their treatment in finishing differs so materially that it is necessary to deal with them separately. Unions or fabrics consisting of a cotton warp with a worsted weft are in general treated like worsteds.
In the finishing of woollen pieces the most important operation is that of milling, which consists in subjecting the pieces to mechanical friction, usually in an alkaline medium (soap or soap and soda) but sometimes in an acid (sulphuric acid) medium, in order to bring about felting and consequent “fulling” of the fabric. This felting of the wool is due to the peculiar structure of the fibre, the scales of which all protrude in one direction, so that the individual fibres can slip past each other in one direction more readily than in the opposite one and thus become more and more interlocked as the milling proceeds. If the pieces contain burrs these are usually removed by a process known as “carbonizing,” which generally, but not necessarily, precedes the milling. Their removal depends upon the fact that the burrs, which consist in the main of cellulose, are disintegrated at elevated temperatures by dilute mineral acids. The pieces are run through sulphuric acid of from 4° to 6° Tw., squeezed or hydro-extracted, and dried over cylinders and then in stoves. The acid is thus concentrated and attacks the burrs, which fall to dust, while leaving the wool intact. For the removal of the acid the fabric is first washed in water and then in weak soda. Carbonizing is also sometimes used for worsteds.
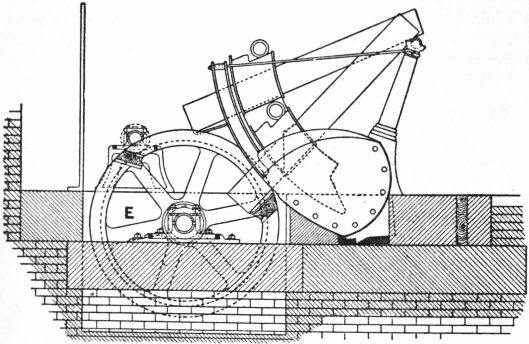 |
| Fig. 5.—Milling Stocks. |
Milling was formerly all done in milling or fulling stocks (see Fig. 5), in which the cloth saturated with a strong solution of soap (with or without other additions such as stale urine, potash, fuller’s earth, &c.) is subjected to the action of heavy wooden hammers, which are raised by the cams attached to the wheel (E) on the revolving shaft, and fall with their own weight on to the bundles of cloth. The shape of the hammer-head causes the cloth to turn slowly in the cavity in which the milling takes place. Occasionally, the cloth is taken out, straightened, washed if necessary, and then returned to the stocks to undergo further treatment, the process being continued until the material is uniformly shrunk or milled to the desired degree.
In the more modern forms of milling machines the principle adopted is to draw the pieces in rope form, saturated with soap solution and sewn together end to end so as to form an endless band, between two or more rollers, on leaving which they are forced down a closed trough ending in an aperture the size of which can be varied, but which in any case is sufficiently small to cause a certain amount of force to be necessary to push the pieces through. A machine of this kind is shown in Fig. 6. It is evident that for coloured goods which have to be milled only such colouring matters must be chosen for dyeing that are absolutely fast to soap.
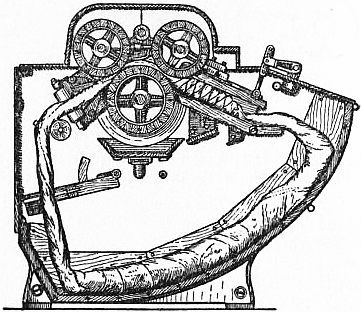 |
| From Ganswindt, Technologie der Appretur. |
| Fig. 6.—Roller Milling Machine. |
After the pieces have been milled down to the desired degree, they present an uneven and, undesirable appearance on the surface, the ends of many of the fibres which previously projected having been turned and thus become embedded in the body of the cloth. In order to bring these hairs to the surface again, the fabric is subjected to teasing or raising, an operation identical in principle with one which has already been noticed under the finishing of cotton. In place of the steel wire brushes it is the usual practice to employ teasels for the treatment of woollen goods.
The teasel (see Fig. 7) is the dried head (fruit) of a kind of thistle (Dipsacus fullorum), the horny sharp spikes of which turn downwards at their extremity, and, while possessing the necessary sharpness and strength for raising the fibres, are not sufficiently rigid to cause any material damage to the cloth. For raising, the teasels are fixed in rows on a large revolving drum, and the piece to be treated is drawn lengthways underneath the drum, being guided by rollers or rods so as to just touch the teasels as they sweep past. In the raising of woollen goods it is necessary that the pieces should be damp or moist while undergoing this treatment.
After teasing, the pieces are stretched and dried. At this stage they still have an irregular appearance, for although the raising has brought all the loose ends of the fibres to the surface, these vary considerably in length and thus give rise to an uneven nap.
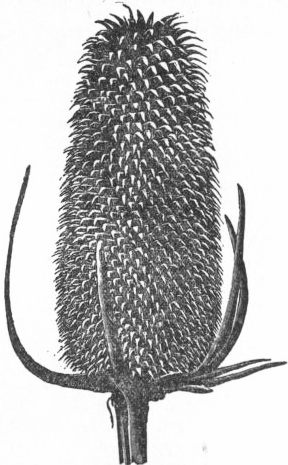 |
| From Ganswindt, Technologie der Appretur. |
| Fig. 7.—Teasel used for Raising. |
By the next operation of shearing or cropping, the long hairs are cut off arid a uniform surface is thus obtained. Shearing was in former times done by hand, by means of shears, but is to-day universally effected by means of a cutting device which works on the same principle as an ordinary lawn-mower, in which a number of spiral blades set on the surface of a rapidly revolving roller pass continuously over a straight fixed blade underneath, the roller being set so that the spiral blades just touch the fixed blade. Before the piece comes to the shearing device the nap is raised by means of a rotary brush. Shearing may be effected either transversely, in which case the fixed blade is parallel to the warp, or longitudinally with the fixed blade parallel to the weft. In the first case, the piece being stretched on a table, over which the cutter, carried on rails, travels from selvedge to selvedge. The length of the piece that can be shorn in one operation will naturally depend upon the length of the blade, but in any case the process is necessarily intermittent, many operations being required before the whole piece is shorn. In the longitudinal shearing machines the process is continuous, the pieces passing from the beam in the stretched condition over the rotary brush, under the fixed blade, and then being again brushed before being beamed on the other side of the machine. Shearing once is generally insufficient, and for this reason many of the modern machines are constructed with duplicate arrangements so as to effect the shearing twice in the same operation. In the finishing of certain woollen goods the pieces, after having been milled, raised and sheared, go through these operations again in the same sequence.
After these operations the goods are pressed either in the hydraulic press or in the continuous press, and according to the character of the material and the finish desired may or may not be steamed under pressure, all of which operations are described below.
New cloth, as it comes into the hands of the tailor, frequently shows an undesirable gloss or sheen, which is removed before making up by a process known as shrinking, in which the material is simply damped or steamed.
Worsteds and Unions.—The pieces are first singed by gas or hot plate (see Bleaching), and are then usually subjected to a process known as “crabbing,” the object of which is to “set” the wool fibres. If this operation is omitted, especially in the case of unions, the fabric will “cockle,” or assume an uneven surface on being wetted. In crabbing the pieces are drawn at full breadth and under as much tension as they will stand through boiling water, and are wound or beamed on to a roller under the pressure of a superposed heavy iron roller, the operation being conducted two or three times as required. From the crabbing machine the pieces are wound on to a perforated shell or steel cylinder which is closed at one end. The open end is then attached to a steam pipe, and steam, at a pressure of 30 to 45 ℔, is allowed to enter until it makes its way through all the layers of cloth to the outside, when the steam is turned off and the whole allowed to cool. Since those layers of the cloth which are nearest the shell are acted upon for a longer period than those at the outside, it is necessary to re-wind and repeat the operation, the outside portions coming this time nearest to the shell. The principle of the process depends upon the fact that at elevated temperatures moist wool becomes plastic, and then easily assumes the shape imparted to it by the great tension under which the pieces are wound. On cooling the shape is retained, and since the temperature at which the pieces were steamed under tension exceeds any to which they are submitted in the subsequent processes, the “setting” of the fibres is permanent. After crabbing, the pieces are washed or “scoured” in soap either on the winch or at full width. In some cases the crabbing precedes the scouring. The goods are then dyed and finished.
The nature of the finishing process will vary considerably according to the special character of the goods under treatment. Thus, for certain classes of goods cold pressing is sufficient, while in other cases the pieces are steamed under pressure in a manner analogous to the treatment after crabbing (“decatizing”). The treatment in most common use for worsteds and unions is hot pressing, which may be effected either in the hydraulic press or in the continuous press, but in most cases in the former.
In pressing in the hydraulic press the pieces are folded down by hand on a table, a piece of press paper (thin hand-made cardboard with a glossed and extremely hard surface) being inserted between each lap. After a certain number of laps, a steel or iron press plate is inserted, and the folding proceeds in this way until the pile is sufficiently high, when it is placed in the press. The press being filled, the hydraulic ram is set in motion until the reading on the gauge shows that the desired amount of pressure has been obtained. The heating of the press plates was formerly done in ovens, previous to their insertion in the piece, but although this practice is still in vogue in rare instances, the heating is now effected either by means of steam which is caused to circulate through the hollow steel plates, or in the more modern forms of presses by means of an electric current. After the pieces have thus been subjected to the combined effects of heat and pressure for the desired length of time, they are allowed to cool in the press. It is evident that portions of the pieces, viz. the folds, thus escape the finishing process, and for this reason it is necessary to repeat the process, the folds now being made to lie in the middle of the press papers.
 |
| From Ganswindt,’ Technologie der Appretur. |
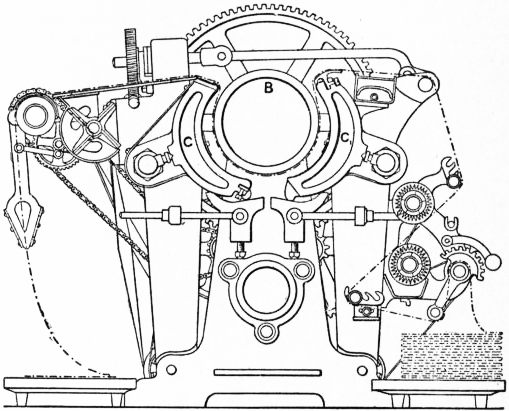
| Fig. 8.—Continuous Press. |
The continuous press, which is used for certain classes of worsteds, but more especially for woollen goods, consists in principle of a polished steam-heated steel cylinder against which either one or two steam-heated chilled iron cheeks are set by means of levers and adjusting screws. The pieces to be pressed are drawn slowly between the cheeks and the bowl. A machine of the kind is shown in section in Fig. 8. In working, the cheeks C, C1 are pressed against the bowl B. The course followed by the cloth to be finished is shown by the dotted line, the finished material being mechanically folded down on the left-hand side of the machine. The pieces thus acquire a certain amount of finish which is, however, not comparable with that produced in the hydraulic press.
Pile Fabrics, such as velvets, velveteens, corduroys, plushes, sealskins, &c., require a special treatment in finishing, and great care must be taken in all operations to prevent the pile being crushed or otherwise damaged. Velveteens and corduroys are singed before boiling or bleaching. Velveteens dyed in black or in dark shades are brushed with an oil colour (e.g. Prussian blue for blacks), and dried over-night in a hot stove in order to give them a characteristic bloom. Regularity in the pile and gloss are obtained by shearing and brushing. Corduroys are stiffened at the back by the application of “bone-size” (practically an impure form of glue) in a machine similar to that used for back-starching. The face of the fabric is waxed with beeswax by passing the piece under a revolving drum, on the surface of which bars of this material are fixed parallel to the axis. The bars just touch the surface of the fabric as it passes through the machine. The gloss is then obtained by brushing with circular brushes which run partly in the direction of the piece and partly diagonally. In the finishing of velvets, shearing and brushing are the most important operations. The same applies to sealskins and other long pile fabrics, but with these an additional operation, viz. that of “batting,” is employed after dyeing and before shearing and brushing, which consists in beating the back of the stretched fabric with sticks in order to shake out the pile and cause it to stand erect.
For the finishing of silk pieces the operations and machinery employed are similar in character to some of those used for cotton and worsteds. Most high-class silks require no further treatment other than simple damping and pressing after they leave the loom. Inferior qualities are frequently filled or back-filled with glue, sugar, gum tragacanth, dextrin, &c., after which they are dried, damped and given a light calender finish. Moiré or watered effects are produced by running two pieces face to face through a calender or by means of an embossing calender. In the latter case the pattern repeats itself. For the production of silk crape the dyed (generally black) piece is impregnated with a solution of shellac in methylated spirit and dried. It is then “goffered,” an operation which is practically identical with embossing (see above), and may either be done on an embossing calender or by means of heated brass plates in which the design is engraved to the desired depth and pattern.
The measuring, wrapping, doubling, folding, &c., of piece goods previous to making up are done in the works by specially constructed machinery.
Finishing of Yarn.—The finishing of yarn is not nearly so important as the finishing of textiles in the piece, and it will suffice to draw attention to the main operations. Cotton yarns are frequently “gassed,” i.e. drawn through a gas flame, in order to burn or singe off the projecting fibres and thus to produce a clean thread which is required for the manufacture of certain classes of fabrics. The most important finishing process for cotton yarn is “mercerizing” (q.v.), by means of which a permanent silk-like gloss is obtained. The “polishing” of cotton yarn, by means of which a highly glazed product, similar in appearance to horsehair, is obtained, is effected by impregnating the yarn with a paste consisting essentially of starch, beeswax or paraffin wax and soap, and then subjecting the damp material to the action of revolving brushes until dry. Woollen yarn is not subjected to any treatment, but worsted yarns (especially twofold) have to be “set” before scouring and dyeing in order to prevent curling. This is effected by stretching the yarn tight on a frame, which is immersed in boiling water and then allowing it to cool in this condition.
A peculiar silk-like gloss and feel is sometimes imparted to yarns made from lustre wool by a treatment with a weak solution of chlorine (bleaching powder and hydrochloric acid) followed by a treatment with soap.
Worsted and mohair yarns intended for the manufacture of braids are singed by gas, a process technically known as “Genapping.”
Silk yarn is subjected to various mechanical processes before weaving. The most important of these are stretching, shaking, lustreing and glossing. Stretching and shaking are simple operations the nature of which is sufficiently indicated by their names, and by these means the hanks are stretched to their original length and straightened out by hand or on a specially devised machine. In lustreing, the yarn is stretched slightly beyond its original length between two polished revolving cylinders (one of which is steam heated) contained in a box or chest into which steam is admitted. In glossing, the yarn is twisted tight, first in one direction and then in the other, on a machine, this alternating action being continued until the maximum gloss is obtained.
The so-called “scrooping” process, which gives to silk a peculiar feel and causes it to crackle or crunch when compressed by the hand, is a very simple operation, and consists in treating the yarn after dyeing in a bath of dilute acid (acetic, tartaric or sulphuric) and then drying without washing. Heavily weighted black silks are passed after dyeing through an emulsion of olive oil in soap and dried without washing, in order to give additional lustre to the material or rather to restore some of the lustre which has been lost in weighting.