

Enamel (formerly “amel,” derived through the Fr. amail, esmal, esmail, from a Latin word smaltum, first found in a 9th-century life of Leo IV.), a term, strictly speaking, given to the hard vitreous compound, which is “fused” upon the surface of metallic objects either for the purpose of decoration or utility. This compound is a form of glass made of silica, minium and potash, which is stained by the chemical combination of various metallic oxides whilst in a melted condition in the crucible. This strict application of the term was widened to signify the metal object coated with enamel, so that to-day the term “an enamel” generally implies a work of art in enamel upon metal. The composition of the substance enamel which is used upon metal does not vary to any great extent from the enamels employed upon pottery and faience. But they differ in this respect, that the pottery enamel is usually applied to the “biscuit” surface of the ware in a raw state; that is, the compound has not been previously “run down” or vitrified in the crucible by heat, as is the case with enamelling upon metal, although, in most of the enamelled iron advertisement tablets, the enamel is in the raw state and is treated in a similar manner to that employed upon pottery.
Examination of the enamels upon brick of the Assyrians shows that they were applied unvitrified. It was upon pottery and brick that the ancient Egyptians and Assyrians achieved their greatest work in enamelling. For as yet no work of such magnificence as the great enamelled walls of the palace of Rameses III. at Tell el-Yehudia in the Delta of the Nile, or the palace of Nimrod in Babylon, has been discovered upon metal of any kind. But there were gold ornaments and jewelry enamelled of noble design in opaque turquoise, cobalt, emerald green and purple, some of which can be seen at the British Museum and the Louvre. An example is shown in Plate I. fig. 3.
In the subsequent Greek and Roman civilizations enamel was also applied to articles of personal adornment. Many pieces of jewelry, exquisite in workmanship, have been found. But a greater application was made of it by the Greek sculptors in the 4th and 5th centuries B.C. For we find, in many instances, that not only were the eyes made of enamel—which (artistically speaking) is a somewhat doubtful manner of employing it,—as in the fine bronze head found at Anticythera (Cerigotto) in 1902, but in the colossal figure of Zeus for the temple at Olympia made by Pheidias the gold drapery was gorgeously enamelled with figures and flowers. This wonderful work by the greatest sculptor the world has ever seen was destroyed, as so many priceless works of art in enamel have been: doubtless on account of the precious metal upon which they were made. It was in all probability the crowning triumph of a long series of essays in this material. The art of ancient Rome lacked the inspiration of Greece, being mainly confined to copying Greek forms and style, and in the case of enamelling it did not depart from this attitude. But the Roman and Etruscan glass has many beautiful qualities of form and colour that do not seem entirely borrowed, and the enamel work upon them so far as we can discern is of graceful design and rich colour. No doubt, were it not, as has been remarked, for the fact that enamelling was generally done upon gold and silver, there would still be many works to testify to the art of that period. Such as there are, however, show a rare appreciation of enamel as a beautiful material. With the decline of this civilization the art of enamelling probably died out. For it has ever been one of those exquisite arts which exist only under the sunshine of an opulent luxurious time or sheltered from the rude winds of a poorer age by the affluence of patrons. The next time we hear of it is in an oft-quoted passage (c. A.D. 240) from the writings of the great sophist Philostratus, who says (Icones, i. 28):—“It is said that the barbarians in the ocean pour these colours into bronze moulds, that the colours become as hard as stone, preserving the designs,”—a more or less inaccurate description of the process of champlevé. This has been understood (from an interpretation given to a passage in the commentary on it by Olearius) to refer to the Celts of the British Islands. It also goes to prove that enamelling was not practised at this day in Greece. We have no British enamels to show so early as this, but belonging to a later period, from the 6th to the 9th century, a number of the finest gold and bronze ornaments, horse trappings, shields, fibulae and ciboria have been discovered of Celtic and Saxon make. The Saxon work has nothing to show so exquisitely wrought as that found in Ireland, where one or two pieces are to be seen now in the Dublin Museum, notably the Ardagh chalice and some gold brooches. In the chalice the enamel is of a minute inlaid character, and appears to have been made first in the form of a multi-colour bead, which was fused to the surface of its setting, and then polished down. Many of the pieces seem to have been made after this fashion, which does not speak very highly of the technical knowledge of enamelling, but it is none the less true enamelling of an elementary character. The shield at the British Museum has an inlay of red enamel which is remarkable in its quality. For centuries such a fine opaque red has not been discovered. An example of Irish work is shown in Plate II. fig. 10.
From Ireland the art was transferred to Byzantium, which is to be seen by the close resemblance of method, style, design and colour. The style and design changed in course of time, but the craft remained. It was at Byzantium that it flourished for several centuries.
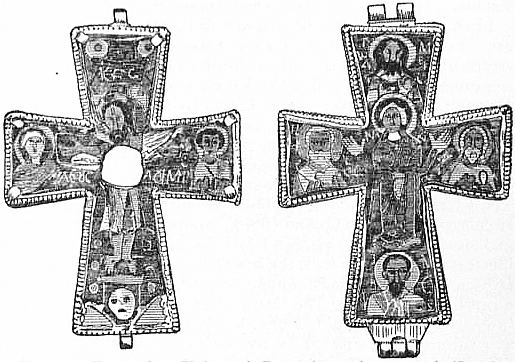 |
| Fig. 1.—Byzantine Cloisonné Cross (c. 11th century) (South Kensington Museum). |
The finest work we know of belonging to this period is the Pala d’Oro at St Mark’s, Venice, believed to have been brought from Constantinople to Venice about 1105. This magnificent altar-piece is in cloisonné enamel. A typical example is the ciborium and chalice belonging to the South Kensington loan collection. The design entirely covers the whole of the surface in one rich mass composed of circular or vesica-shaped medallions filled with sacred subjects and foliated scrolls. These are engraved and enamelled, and the metal bands of the scrolls and figures are engraved and gilt. The characteristic quality of the colour scheme is that it is composed almost wholly of primaries. Red, blue and yellow predominate, with a little white and black. Occasionally the secondaries, green and purple, are used, but through the whole period of Byzantine enamelling there is a total absence of what to-day is termed “subtle colouring.” The arrangement of the enamels is also distinct, in that the divisions of the colours are not always made by the cloison, but are frequently laid in side by side without the adjoining colours mingling or running together whilst being melted. For instance, in a leaf pattern or in the drapery, the dress may be cobalt, heightened with turquoise or green. Thus it is interesting to observe that the artist employed the metal dividing lines frequently for the sake of aesthetic result, and was not much hampered by technical difficulties. This was the rule when opaque enamels were used. It is also worthy of remark that these opaque enamels differ from those in common use to-day, in that they are not nearly so opaque. This quality, together with a dull, instead of a highly polished surface, gives a much softer appearance to the enamels. Again, the whole tone of the enamels is darker and richer. Many examples of Byzantine work (see fig. 1.) are to be seen in the public and private art collections throughout Europe. They are principally upon ecclesiastical objects, missal covers, croziers, chalices, ciboria, pyx, candlesticks, crosses and tabernacles. In most instances the enamels are made in separate little plates rudely fastened with nails, screws or rivets to a metal or wooden foundation. Theophilus, a monk of the 13th century, describes the process of enamelling as it was understood by the Byzantines of his time, which probably differed but little from earlier methods. The design and drawing of the figures in Byzantine enamels is similar to the mosaic and carving. The figures are treated entirely as decorations, with scarcely ever the least semblance of expression, although here and there an intention of piety or sorrow is to be descried through the awkward postures in which they are placed. In spite of this, the sense of decorative design, the simplicity of conception, the strength of the general character, and the richness of the colour, places this period as one of the finest which the art of enamelling has seen, and it leads us to lay stress upon the principle that the simplest methods in design and manipulation attain a higher end than those which are elaborate and intricate. It might be asserted with truth that this style never arrived at the degree of delicacy and refinement of later styles. But the refinement was often at the expense of higher qualities.
The next great application of these kinds of enamelling was at Cologne, for there we find not only the renowned work of Nicolas of Verdun, the altar front at Klosterneuberg, which consists of fifty plates in champlevé enamel, but in that Rhenish province there are many shrines of magnificent conception. From here the secrets of the craft were taken to Limoges, where the greatest activity was displayed, as numerous examples are found throughout England, France and Spain, which no doubt were made there (see Plate I. fig. 6.) But no new method or distinct advance is to be noticed, during these successive revivals at Byzantium, Cologne or Limoges, and it is to early 14th-century Italy that we owe one of the most beautiful developments, that of the process subsequently called basse-taille, which signifies a low-cut relief upon which transparent enamel is fused.
In this process enamelling passed from a decorative to a fine art. For it demanded the highest knowledge of an artist with the consummate skill of both sculptor and enameller. Witness the superb gold cup, called the King’s Cup, now in the British Museum, and the silver cup at King’s Lynn. The first is in an excellent state of preservation, as it is upon gold, but the latter, like most of the ancient enamelling upon silver, has lost most of its enamel. This was due—as the present writer believes after much experiment—to the impurity of the silver employed. The King’s Cup is one of the finest works in enamelling extant. It consists of a gold cup and cover, hammered out of pure gold; and around the bowl, base and cover there are bands of figures, illustrating the scenes from the life of St Agnes. The hands and faces are of pale jasper, which over the carved gold gives a beautiful flesh tone. The draperies are in most resplendent ruby, sapphire, emerald, ivory, black and orange. The stem was subsequently altered by an additional piece inserted and enamelled with Tudor roses. It is a work of the 13th century, and belonged to Jean, duc de Berry, who gave it to his nephew, Charles VI. of France, in 1391. It afterwards came into the possession of the kings of England, from Henry VI. to James I., who gave it to Don Juan Velasco, constable of Castile. It was purchased by subscription with the aid of the treasury for the British Museum.
Other well-known pieces are the silver horn in the possession of the marquess of Aylesbury, and the crozier of William of Wykeham at New College, Oxford. The discovery about the same time of the process called plique-à-jour forms another most interesting and beautiful development. Owing to the difficulty of its manufacture and its extreme fragility there are very few examples left. One of the finest specimens is now at the Victoria and Albert Museum, South Kensington. It is in the form of two bands of emerald green enamel which decorate a silver beaker. They are in the form of little stained glass windows, the cloisons forming (as it were) the leads. These fine cloisons and shapes are most correct in form, and the whole piece shows a perfection of craftsmanship rarely equalled.
The end of the 15th century saw a development in enamelling which was not only remarkable, but revolutionary in its method. For until then the whole theory of enamelling had been that it relied upon the enclosing edges of the metal or the cloison to hold it to the metal ground and in part to preserve it in the shape of the pattern, much in the same way as a setting holds a stone or a jewel. All the enamel before this date had been sunk into cells or cloisons. Two discoveries were made; first, that enamels could be made which require no enclosing ribbon of metal, but that merely the enamel should be fused on both sides of the metal object; secondly, that after an enamel had been fused to a surface of metal, another could be superimposed and fused to the first layer without any danger of separation from each or from the metal ground. It is true that such processes had been employed upon glass on which enamel had been applied, as well as upon pottery; and it is probably due to the influence of a knowledge of both enamelling upon metal and upon glass or pottery that the discovery was made.
In most of these enamel paintings the subject was laid on with a white enamel upon a dark ground. The white was modulated; so that possessing a slight degree of translucency, it was grey in the thin parts and white in the thick. Thus was obtained a certain amount of light and shade. This gave the process called grisaille. But strange to say, it was not until a later period that this was practised alone, and then the modelling of the figures and draperies became very elaborate. At first it was only done in a slight degree, just sufficiently to give expression and to add to the richness of the form. For the enamellers were thinking of a plate upon which to put their wonderful colours, and not only of form. The painting in white was therefore invariably coloured with enamels. Probably the earliest painter in enamel was Nardon Pénicaud, many of whose works (one of them, dated 1503, is in the Cluny Museum) have been preserved with great care. He had many followers, the most distinguished of whom was Léonard Limosin (i.e. of Limoges). He excelled in portraiture. Examples of his work (between 1532 and 1574) are to be found in most of the larger public and private collections. Léonard Limosin and his Limoges contemporaries were very largely addicted to the employment of foil, which became too largely used, thus spoiling their otherwise fine serious work.
The family of Jean Pénicaud, Jean Court de Vigier, Pierre Raymond and Pierre Courteys were all great names of artists who excelled in the grisaille process. Grisaille is similar to pâte-sur-pâte in pottery, and depends for its attractive quality entirely upon form and composition. No comparison should be made with enamels in colour, for they occupy a different category—similar to cameo.
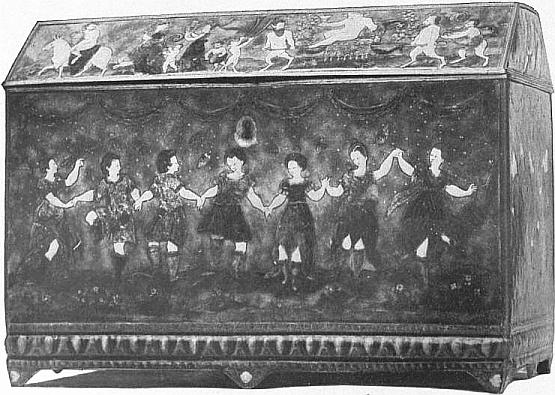
The casket shown in Plate II. fig. 9 is by Jean Pénicaud. It is a fine example of the enamelling in this style, very beautiful in colour. The hands and faces are in opaque white enamel; the draperies, garlands and flowers are in transparent green, turquoise blue, purple and cobalt over foil. The background is in transparent violet over white enamel ground, which is semé with gold stars. The draperies are also heightened with gold.
One of the most marvellous pieces of brilliant craft is the missal cover (Plate I. fig. 5) at the South Kensington Museum, said to have belonged to Henrietta Maria, queen of Charles I. The subjects are the “Creation of Adam and Eve” and the “Fountain of Youth.” It is about 4 in. by 7 when opened out. The enamel is encrusted upon the figures, ornament and flowers which are beaten up in pure gold into high relief. The extraordinary minuteness and skill of handling, and the extreme brilliancy of the enamels, which are as brilliant to-day as on the day they were made, together form one of the unique specimens of art craftsmanship of the world. To the subdued taste of to-day, however, the effect is tawdry. The conception and design are also alike unworthy of the execution.
Since the Assyrian and Egyptian civilizations, there has been a succession of luxurious developments followed by lapses into the decline and death of the art of enamelling upon metals. In each revival there has been something added to that which was known and practised before. The last revival took place five hundred years ago, accompanying the rebirth of learning and the arts; but after flourishing for over a century, the art gradually fell into disuse, and remained so until the recent revival and further development. The development consists, first, in the more complete knowledge of the technical processes, following upon the great advances which science has made; and secondly, in a finer and more subtly artistic treatment of them. The advance in technical knowledge comprises greater facility and perfection in the production of the substance enamel, and its subsequent application to metal surfaces; more intimate knowledge of metals and their alloys to which it is applied, and greater ease in obtaining them from the metalliferous ores and reducing them to suitable dimensions and surfaces. For instance, it is now a simple matter to obtain perfectly pure copper by means of electricity. Again, formerly a flat sheet of metal was obtained by hammering, which involved an infinite amount of hard labour, whereas it is accomplished to-day with ease by means of flatting and rolling mills: i.e. after the metal has been obtained from the ore in the form of an ingot, it is stretched equally to any degree of thinness by steel rollers. Further, the furnaces have been greatly improved by the introduction of gas and electricity as the heating power, instead of the wood or charcoal employed.
Plate I.
|
|
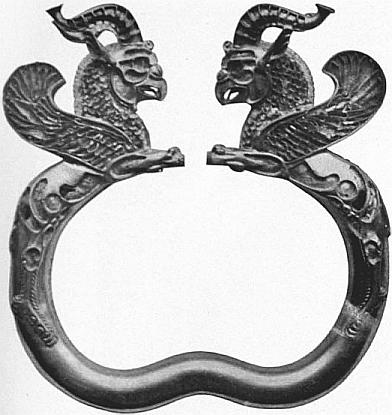
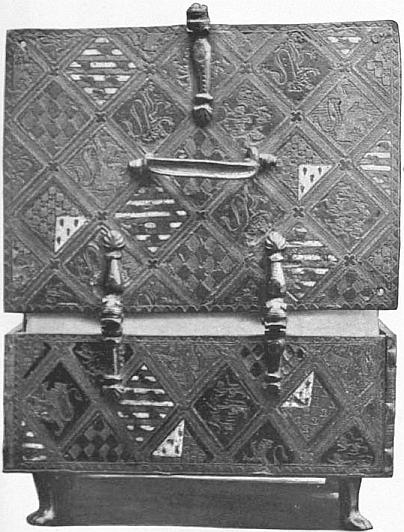

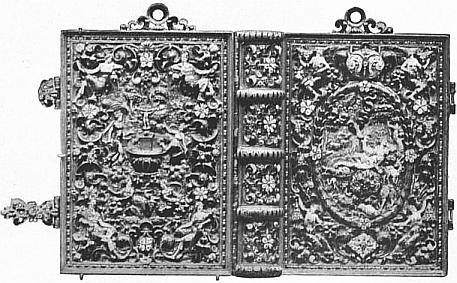

Plate II.
 |
|
| Fig. 8.—OVERMANTEL (24 × 18½ in.) IN CHAMPLEVÉ ENAMEL ON SILVER. SUBJECT: THE GARDEN OF THE SOUL. BY ALEXANDER FISHER. | |
 |
 |
| Fig. 9.—PAINTED ENAMEL CASKET BY JEAN PÉNICAUD. (16th century.) | Fig. 10.—CELTIC CHAMPLEVÉ ENAMELLED CROZIER. (Irish, 9th century.) |
In the manufacture of the substance enamel a much greater advance has been made, for whereas the colours, and consequently the schemes of colour, were extremely limited, we now possess an infinite gradation in the colours, as well as the transparency and opacity, the hardness and softness of enamels. There are only two colours which cannot yet be obtained; these are opaque vermilion and lemon yellow in a vitrified state. Many of the colours we now employ were not known by enamellers such as Léonard Limosin. Our enamels are also perfect in purity, brilliancy and durability, qualities which are largely due to the perfect knowledge of the proportion of parts composing an enamel and their complete combination. It is this complete combination, together with the absence of any destructible matter, which gives the enamel its lasting quality.
The base of enamel is a clear, colourless, transparent vitreous compound called flux, which is composed of silica, minium and potash. This flux or base—termed fondant in France—is coloured by the addition of oxides of metals while in a state of fusion, which stain the flux throughout its mass. Enamels are either hard or soft, according to the proportion of the silica to the other parts in its composition. They are termed hard when the temperature required to fuse them is very high. The harder the enamel the less liable is it to be affected by atmospheric agencies, which in soft enamels produce a decomposition of the surface first and ultimately of the whole enamel. It is therefore advisable to use hard enamels in all cases. This involves the employment of pure—or almost pure—metals for the plates, which are in most respects the best to receive and retain the enamel. For if there is an excess of alloy, either the metal will possibly melt before the enamel is fused or afterwards they will part company. To the inferior quality of old silver may be attributed the fact that in all cases the enamel has flown off it; if it has not yet wholly disappeared it will scale off in time. It is therefore essential that metals should be pure and the enamels hard. It is also noteworthy that enamels composed of a great amount of soda or potash, as compared with those wherein red lead is in greater proportion, are more liable to crack and have less cohesion to the metals. It is better not to use silver as a base, although it is capable of reflecting a higher and more brilliant white light than any other metal. Fine gold and pure copper as thin as possible are the best metals upon which to enamel. If silver is to be used, it should be fine silver, treated in the methods called champlevé and cloisonné.
The brilliancy of the substance enamel depends upon the perfect combination and proportion of its component parts. The intimacy of the combination depends upon an equal temperature being maintained throughout its fusion in the crucible. For this purpose it is better to obtain a flux which has been already fused and most carefully prepared, and afterwards to add the colouring oxides, which stain it dark or light according to the amount of oxide introduced. Many of the enamels are changed in colour by the difference of the proportion of the parts composing the flux, rather than by the change of the oxides. For instance, turquoise blue is obtained from the black oxide of copper by using a comparatively large proportion of carbonate of soda, and a yellow green from the same oxide by increasing the proportionate amount of the red lead. All transparent enamels are made opaque by the addition of calx, which is a mixture of tin and lead calcined. White enamel is made by the addition of stannic and arsenious acids to the flux. The amount of acid regulates the density or opacity of the enamel.
To elucidate the development which has occurred, it will be necessary to describe some of the processes. After the enamel has been procured in the lump, the next stage in the process, common to all methods of enamelling, is to pulverize it. To do this properly the enamel must first be placed in an agate mortar and covered with water; next, with a wooden mallet a number of sharp blows must be given to a pestle held vertically over the enamel, to break it; then holding the mortar firmly in the left hand, the pestle must be rotated with the right, with as much pressure as possible on the enamel, grinding it until the particles are reduced to a fine grain. The powder is then subjected to a series of washings in distilled water, until all the floury particles are removed. After this the metal is cleaned by immersion in acid and water. For copper, nitric acid is used; for silver, sulphuric, and for gold hydrochloric acid. All trace of acid is then removed, first by scratching with a brush and water, and finally by drying in warm oak sawdust. After this the pulverized enamel is carefully and evenly spread over those parts of the metal designed to receive it, in sufficient thickness just to cover them and no more. The piece is then dried in front of the furnace, and when dry is placed gently on a fire-clay or iron planche, and introduced carefully into the muffle of the furnace, which is heated to a bright pale red. It is now attentively watched until the enamel shines all over, when it is withdrawn from the furnace. The firing of enamel, unlike that of glass or pottery, takes only a few minutes, and in nearly all processes no annealing is required.
The following are the different modes of enamelling: champlevé, cloisonné, basse-taille, plique-à-jour, painted enamel, encrusted, and miniature-painted. These processes were known at successive periods of ancient art in the order in which they are named. To-day they are known in their entirety. Each has been largely developed and improved. No new method has been discovered, although variations have been introduced into all. The most important are those connected with painted enamels, encrusted enamels and plique-à-jour.
Champlevé enamelling is done by cutting away troughs or cells in the plate, leaving a metal line raised between them, which forms the outline of the design. In these cells the pulverized enamel is laid and then fused; afterwards it is filed with a corundum file, then smoothed with a pumice stone and polished by means of crocus powder and rouge. An example is shown in Plate II. fig. 8.
In cloisonné enamel, upon a metal plate or shape, thin metal strips are bent to the outline of the pattern, then fixed by silver solder or by the enamel itself. These strips form a raised outline, giving cells as in the case of champlevé. The rest of the process is identical with that of champlevé enamelling. An example is shown in Plate I. fig. 4.
The basse-taille process is also a combination of metal work in the form of engraving, carving and enamelling. The metal, either silver or gold, is engraved with a design, and then carved into a bas-relief (below the general surface of the metal like an Egyptian bas-relief) so that when the enamel is fused it is level with the uncarved parts of the design enamel, and the design shows through the transparent enamel.
Painted enamels are different from any of these processes both in method and in result. The metal in this case is either copper, silver or gold, but usually copper. It is cut with shears into a plate of the size required, and slightly domed with a burnisher or hammer, after which it is cleaned by acid and water. Then the enamel is laid equally over the whole surface both back and front, and afterwards “fired.” The first coat of enamel being fixed, the design is carried out, first by laying it in white enamel or any other which is opaque and most advantageous for subsequent coloration.
In the case of a grisaille painted enamel the white is mixed with water or turpentine, or spike oil of lavender, or essential oil of petroleum (according to the taste of the artist) and the white is painted thickly in the light parts and thinly in the grey ones, whereby a slight sense of relief is obtained and a great degree of light and shade.
In coloured painted enamels the white is coloured by transparent enamels spread over the grisaille treatment, parts of which when fired are heightened by touches of gold, usually painted in lines. Other parts can be made more brilliant by the use of foil, over which the transparent enamels are placed and then fired. An example is shown in Plate I. fig. 7.
Enamels by the plique-à-jour method might be best described as translucent cloisonné enamels; for they are similar to cloisonné, except that the ground upon which they are fired is removed, thus making them transparent like stained glass.
Two new processes have been the subject of the present writer’s study and experiment for several years, which he has lately brought to fruition. The first is an inlay of transparent enamels similar to plique-à-jour without cloisons to divide the colours. For if enamels do not run together whilst in a melted state, as is seen in the case of painted and basse-taille enamels, there should be no necessity for it in this process. The result is a clear transparent subject in colour. The other process consists of a coloured enamel relief. It resembles the della Robbia relief, with this important difference, that the colour of the enamel by its nature permeates the whole depth of the relief, whereas in the della Robbia ware it is only on the surface. It also has a fresco surface, instead of one highly glazed. The quality of the enamel is as rare and unlike anything else as it is beautiful. It is in point of fact the only coloured sculpture in which the whole of its parts are one solid homogeneous mass, and through which the colour is one with the substance and is not applied. The process consists of the shapes of the various parts of the relief being selected for the different enamels, and these enamels melted together, in the mould of the relief, which is finished with lapidary’s tools.
Miniature enamel painting is not true enamelling, for after the white enamel is fired upon the gold plate, the colours used are not vitreous compounds—not enamels in fact—as is the case in any other form of metal enamelling; but they are either raw oxides or other forms of metal, with a little flux added, not combined. These colours are painted on the white enamel, and afterwards made to adhere to the surface by partially fusing the enamel, which when in a state of partial fusion becomes viscous.
There are many of these so-called enamels to-day, which are much easier of accomplishment than the true enamel, but they possess none of the beautiful quality of the latter. It is most apparent when parts of a work are true enamels and parts are done in the manner described above. These enamel paintings on enamel are afterwards coated over with a transparent flux, which gives them a surface of enamel. Many are done in this way for the market.
All these methods were used formerly, before the present revival; but they were not so completely understood or carried so far as they are to-day. Nor were the whole methods practised by any artist as they are now. The greatest advance has been in painted enamels. This process requires that both sides of the metal plate shall be covered with enamel; for this reason the plate is made convex on the top, so that the concave side does not touch the planche on which it is supported for firing, but rests on its edges throughout. There are several reasons why these plates are bombé, the principal one being that in the firing they resist the tendency to warp and curl up at the edges as a flat thin plate would do. Further, the enamel having been fused to both sides is not so liable to crack or to splint in subsequent firings. This is most important, for otherwise the white which is placed on afterwards would be a network of cracks. The manner of firing has also to do with this, but not nearly so much as the preliminary care and mechanical perfection with which a plate is prepared. Nearly all the old enamels are seen to be cracked in the white if minutely examined. To obviate this the following points must be observed: The plate must be of an excellent quality of metal, equal in thickness throughout, and perfectly regular in shape. It must be arched equally from end to end. The first coat of enamel must be of a perfectly regular equal thickness on both sides, entirely covering the plate. Whatever the medium employed in painting the white on to the enamel, it must be completely evaporated before the plate is placed in the furnace. The furnace must be heated to a bright red heat, and the planche must be red-hot before being taken out for the enamel to be placed upon it, and then quickly returned to the furnace and the muffle door shut tight so as to allow no draught of cool air to enter it. Then as soon as it has begun to fuse, which if a small piece, it would do in a minute or so, the muffle door is slightly opened to afford a view of it. As soon as it shines all over its surface, it is withdrawn from the muffle.
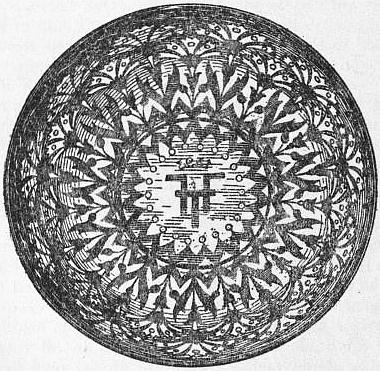 |
| Fig. 2.—Modern French plique-à-jour bowl, by Fernand Thesmar. |
The method of laying a white upon the enamel ground is a matter of individual taste, so far as the medium is concerned. By some, pure distilled water is preferred to any other liquid for mixing the enamel. Otherwise, turpentine and the fat oil of turpentine, as well as spike oil of lavender. The oil mixture takes longer to dry, and thus gives a greater chance for modelling into fine shades than the water. But it has several drawbacks. Firstly, there is the difficulty of drying the oil out—a process which takes some time and increases the risk of cracking in the drying process; and secondly, the enamel is not so fresh and clear after it is fired as when pure water has been employed. Besides there is a great difference in the result; the water involves a quick, decided, direct touch and method, which carries with it its own charm. The oil medium, besides giving an effect of laborious rounded stippled surfaces, is apt partly to reduce the enamel, thus giving it a dull surface. The coloration of the white is comparatively simple and is done by transparent enamels finely ground and evenly spread over the white after the latter has been fused. The only danger to be avoided is that of over-firing, which is produced by too great heat of a prolonged duration of firing, which causes the stannic and arsenious acids in the white to volatilize.
Plique-à-jour enamelling is done in the same way as cloisonné enamelling, except that the wires or strips of metal which enclose the enamel are not soldered to the metal base, but are soldered to each other only. Then these are simply placed upon a sheet of platinum, copper, silver, gold or hard brass, which, after the enamel is fused and sufficiently annealed and cooled, is easily removed. For small pieces of plique-à-jour there is no necessity to apply any metallic base, as the particles of enamel quickly fuse, become viscous, and when drawn out set quite hard. Neither is there any need for annealing, as would be the case in larger work. For an example, see fig. 2.
Commercially there has lately been an activity in enamels such as has never before occurred. This has been the case throughout Europe, Japan and the United States of America. In London there has been a demand for a cheap form of gaudy coloured enamel, fused into sunk spaces of metal obtained by stamping with a steel die; this has been applied to small objects of cheap jewelry, in the form of brooches, bracelets and the like. There has also been a great demand for enamel watch-cases and small pendants, done mainly by hand, of a better class of work. Many of these have been produced in Birmingham, Berlin, Paris and London. In Paris copies of pictures in black and white enamel, with a little gold paint in the draperies and background, have been manufactured in very large quantities and sometimes of great dimensions. Another curious demand, followed by as astonishing a production, is that of the imitations (a harder name for which is “forgeries”) of old enamels, made with much skill, giving all the technical excellence of the originals, even to the cracks and scratches incidental to age. These are duly signed, and will deceive the most expert. They are copies of enamels by Nardon and Jean Pénicaud, Léonard Limosin, Pierre Raymond, Courtois and others. The same artificers also produce copies of old Chinese cloisonné and champlevé enamels, as well as old Battersea enamel snuff-boxes, patch-boxes, and indeed every kind of enamelling formerly practised. It is advisable for the collector never to purchase any piece of enamelling as the work of an old master without having a pedigree extending at least over forty years. From Japan there has been a continuous flow of cloisonné enamelled vases, boxes and plates, either entirely covered with enamel or applied in parts. Compared with this enormous output, only a few small pieces of jewelry have come from Jaipur and other towns in India. There has also been a great quantity of plique-à-jour enamelling manufactured in Russia, Norway and Sweden. And finally, it has been used in an unprecedented manner in large pieces upon iron and copper for purposes of advertisement.
Amongst the chief workers in the modern revival of this art are Claudius Popelin, Alfred Meyer, Paul Grandhomme, Fernand Thesmar, Hubert von Herkomer and Alexander Fisher. The work of Claudius Popelin is characterized by good technical skill, correctness, and a careful copying of the work of the old masters. Consequently it suffers from a lack of invention and individuality. His work was devoted to the rendering of mythological subjects and fanciful portraits of historical people. Alfred Meyer and Grandhomme are both accomplished and careful enamellers; the former is a painter enameller and the author of a book dealing technically with enamelling. Grandhomme paints mythological subjects and portraits in a very tender manner, with considerably more artistic feeling than either Meyer or Popelin. There is a specimen of his work in the Luxemburg Museum. Fernand Thesmar is the great reviver of plique-à-jour enamelling in France. Specimens of his work are possessed by the art museums throughout Europe, and one is to be seen in the Victoria and Albert Museum, London. They are principally valued on account of their perfect technical achievement. Lucien Falize was an employer of artists and craftsmen, and to him we are indebted for the production of specimens of basse-taille enamel upon silver and gold, as well as for a book reviewing the revival of the art in France, bearing particularly on the work of Claudius Popelin. Until within recent years there was a clear division between the art and the crafts in the system of producing art objects. The artist was one person and the workman another. It is now acknowledged that the artist must also be the craftsman, especially in the higher branches of enamelling. M. Falize initiated the production of a gold cup which was enamelled in the basse-taille manner. The band of figures was designed by Olivier Merson, the painter, and carved by a metal carver and enamelled by an enameller, both able craftsmen employed by M. Falize. Other pieces of enamelling in champlevé and cloisonné were also produced under his supervision and on this system; therefore lacking the one quality which would make them complete as an expression of artistic emotion by the artist’s own hands. M. René Lalique is among the jewellers who have applied enamelling to their work in a peculiarly technically perfect manner. In England, Professor Hubert von Herkomer has produced painted enamels of considerable dimensions, aiming at the execution of pictures in enamel, such as have been generally regarded as peculiar to the province of oil or water-colour painting. Among numerous works is a large shield, into which plaques of enamel are inserted, as well as several portraits, one of which, made in several pieces, is 6 ft. high—a portrait of the emperor William II. of Germany. The present writer rediscovered the making of many enamels, the secrets of which had been jealously guarded. He has worked in all these processes, developing them from the art side, and helping to make enamelling not only a decorative adjunct to metal-work, but raising it to a fine art. His work may be seen in the Victoria and Albert Museum, and Brussels Museum. Others who have been enamelling with success in various branches, and who have shown individuality in their work, are Mr John Eyre, Mrs Nelson Dawson, Miss Hart.
Literature.—Among older books on enamelling, apart from the works of Neri and Benvenuto Cellini, are J.-P. Ferrand, L’Art du feu, ou de peindre en émail (1721); Labarte, Recherches sur la peinture en émail (Paris, 1856); Marquis de Laborde, Notice des émaux du Louvre (Paris, 1852); Reboulleau, Nouveau manuel complet de la peinture en verre, sur porcelaine et sur émail (ed. by Magnier, Paris, 1866); Claudius Popelin, L’Émail des peintres (Paris, 1866); Emil Molinier, Dictionnaire des émailleurs (1885). Among useful recent books are H. Cunynghame’s Art of Enamelling on Metals (1906); L. Falize, Claudius Popelin et la renaissance des émaux peints; L. Dalpayrat, Limoges Enamels; Alexander Fisher, The Art of Enamelling upon Metal (1906, “The Studio,” London).