

Electromagnetism, that branch of physical science which is concerned with the interconnexion of electricity and magnetism, and with the production of magnetism by means of electric currents by devices called electromagnets.
History.—The foundation was laid by the observation first made by Hans Christian Oersted (1777-1851), professor of natural philosophy in Copenhagen, who discovered in 1820 that a wire uniting the poles or terminal plates of a voltaic pile has the property of affecting a magnetic needle1 (see Electricity). Oersted carefully ascertained that the nature of the wire itself did not influence the result but saw that it was due to the electric conflict, as he called it, round the wire; or in modern language, to the magnetic force or magnetic flux round the conductor. If a straight wire through which an electric current is flowing is placed above and parallel to a magnetic compass needle, it is found that if the current is flowing in the conductor in a direction from south to north, the north pole of the needle under the conductor deviates to the left hand, whereas if the conductor is placed under the needle, the north pole deviates to the right hand; if the conductor is doubled back over the needle, the effects of the two sides of the loop are added together and the deflection is increased. These results are summed up in the mnemonic rule: Imagine yourself swimming in the conductor with the current, that is, moving in the direction of the positive electricity, with your face towards the magnetic needle; the north pole will then deviate to your left hand. The deflection of the magnetic needle can therefore reveal the existence of an electric current in a neighbouring circuit, and this fact was soon utilized in the construction of instruments called galvanometers (q.v.).
Immediately after Oersted’s discovery was announced, D.F.J. Arago and A.M. Ampère began investigations on the subject of electromagnetism. On the 18th of September 1820, Ampère read a paper before the Academy of Sciences in Paris, in which he announced that the voltaic pile itself affected a magnetic needle as did the uniting wire, and he showed that the effects in both cases were consistent with the theory that electric current was a circulation round a circuit, and equivalent in magnetic effect to a very short magnet with axis placed at right angles to the plane of the circuit. He then propounded his brilliant hypothesis that the magnetization of iron was due to molecular electric currents. This suggested to Arago that wire wound into a helix carrying electric current should magnetize a steel needle placed in the interior. In the Ann. Chim. (1820, 15, p. 94), Arago published a paper entitled “Expériences relatives à l’aimantation du fer et de l’acier par l’action du courant voltaïque,” announcing that the wire conveying the current, even though of copper, could magnetize steel needles placed across it, and if plunged into iron filings it attracted them. About the same time Sir Humphry Davy sent a communication to Dr W.H. Wollaston, read at the Royal Society on the 16th of November 1820 (reproduced in the Annals of Philosophy for August 1821, p. 81), “On the Magnetic Phenomena produced by Electricity,” in which he announced his independent discovery of the same fact. With a large battery of 100 pairs of plates at the Royal Institution, he found in October 1820 that the uniting wire became strongly magnetic and that iron filings clung to it; also that steel needles placed across the wire were permanently magnetized. He placed a sheet of glass over the wire and sprinkling iron filings on it saw that they arranged themselves in straight lines at right angles to the wire. He then proved that Leyden jar discharges could produce the same effects. Ampère and Arago then seem to have experimented together and magnetized a steel needle wrapped in paper which was enclosed in a helical wire conveying a current. All these facts were rendered intelligible when it was seen that a wire when conveying an electric current becomes surrounded by a magnetic field. If the wire is a long straight one, the lines of magnetic force are circular and concentric with centres on the wire axis, and if the wire is bent into a circle the lines of magnetic force are endless loops surrounding and linked with the electric circuit. Since a magnetic pole tends to move along a line of magnetic force it was obvious that it should revolve round a wire conveying a current. To exhibit this fact involved, however, much ingenuity. It was first accomplished by Faraday in October 1821 (Exper. Res. ii. p. 127). Since the action is reciprocal a current free to move tends to revolve round a magnetic pole. The fact is most easily shown by a small piece of apparatus made as follows: In a glass cylinder (see fig. 1) like a lamp chimney are fitted two corks. Through the bottom one is passed the north end of a bar magnet which projects up above a little mercury lying in the cork. Through the top cork is passed one end of a wire from a battery, and a piece of wire in the cylinder is flexibly connected to it, the lower end of this last piece just touching the mercury. When a current is passed in at the top wire and out at the lower end of the bar magnet, the loose wire revolves round the magnet pole. All text-books on physics contain in their chapters on electromagnetism full accounts of various forms of this experiment.
 |
| Fig. 1. |
In 1825 another important step forward was taken when William Sturgeon (1783-1850) of London produced the electromagnet. It consisted of a horseshoe-shaped bar of soft iron, coated with varnish, on which was wrapped a spiral coil of bare copper wire, the turns not touching each other. When a voltaic current was passed through the wire the iron became a powerful magnet, but on severing the connexion with the battery, the soft iron lost immediately nearly all its magnetism.2
At that date Ohm had not announced his law of the electric circuit, and it was a matter of some surprise to investigators to find that Sturgeon’s electromagnet could not be operated at a distance through a long circuit of wire with such good results as when close to the battery. Peter Barlow, in January 1825, published in the Edinburgh Philosophical Journal, a description of such an experiment made with a view of applying Sturgeon’s electromagnet to telegraphy, with results which were unfavourable. Sturgeon’s experiments, however, stimulated Joseph Henry (q.v.) in the United States, and in 1831 he gave a description of a method of winding electromagnets which at once put a new face upon matters (Silliman’s Journal, 1831, 19, p. 400). Instead of insulating the iron core, he wrapped the copper wire round with silk and wound in numerous turns and many layers upon the iron horseshoe in such fashion that the current went round the iron always in the same direction. He then found that such an electromagnet wound with a long fine wire, if worked with a battery consisting of a large number of cells in series, could be operated at a considerable distance, and he thus produced what were called at that time intensity electromagnets, and which subsequently rendered the electric telegraph a possibility. In fact, Henry established in 1831, in Albany, U.S.A., an electromagnetic telegraph, and in 1835 at Princeton even used an earth return, thereby anticipating the discovery (1838) of C.A. Steinheil (1801-1870) of Munich.
 |
| Fig. 2. |
Inventors were then incited to construct powerful electromagnets as tested by the weight they could carry from their armatures. Joseph Henry made a magnet for Yale College, U.S.A., which lifted 3000 ℔ (Silliman’s Journal, 1831, 20, p. 201), and one for Princeton which lifted 3000 with a very small battery. Amongst others J.P. Joule, ever memorable for his investigations on the mechanical equivalent of heat, gave much attention about 1838-1840 to the construction of electromagnets and succeeded in devising some forms remarkable for their lifting power. One form was constructed by cutting a thick soft iron tube longitudinally into two equal parts. Insulated copper wire was then wound longitudinally over one of both parts (see fig. 2) and a current sent through the wire. In another form two iron disks with teeth at right angles to the disk had insulated wire wound zigzag between the teeth; when a current was sent through the wire, the teeth were so magnetized that they were alternately N. and S. poles. If two such similar disks were placed with teeth of opposite polarity in contact, a very large force was required to detach them, and with a magnet and armature weighing in all 11.575 ℔ Joule found that a weight of 2718 was supported. Joule’s papers on this subject will be found in his Collected Papers published by the Physical Society of London, and in Sturgeon’s Annals of Electricity, 1838-1841, vols. 2-6.
The Magnetic Circuit.—The phenomena presented by the electromagnet are interpreted by the aid of the notion of the magnetic circuit. Let us consider a thin circular sectioned ring of iron wire wound over with a solenoid or spiral of insulated copper wire through which a current of electricity can be passed. If the solenoid or wire windings existed alone, a current having a strength A amperes passed through it would create in the interior of the solenoid a magnetic force H, numerically equal to 4π/10 multiplied by the number of windings N on the solenoid, and by the current in amperes A, and divided by the mean length of the solenoid l, or H = 4πAN/10l. The product AN is called the “ampere-turns” on the solenoid. The product Hl of the magnetic force H and the length l of the magnetic circuit is called the “magnetomotive force” in the magnetic circuit, and from the above formula it is seen that the magnetomotive force denoted by (M.M.F.) is equal to 4π/10 (= 1.25 nearly) times the ampere-turns (A.N.) on the exciting coil or solenoid. Otherwise (A.N.) = 0.8(M.M.F.). The magnetomotive force is regarded as creating an effect called magnetic flux (Z) in the magnetic circuit, just as electromotive force E.M.F. produces electric current (A) in the electric circuit, and as by Ohm’s law (see Electrokinetics) the current varies as the E.M.F. and inversely as a quality of the electric circuit called its “resistance,” so in the magnetic circuit the magnetic flux varies as the magnetomotive force and inversely as a quality of the magnetic circuit called its “reluctance.” The great difference between the electric circuit and the magnetic circuit lies in the fact that whereas the electric resistance of a solid or liquid conductor is independent of the current and affected only by the temperature, the magnetic reluctance varies with the magnetic flux and cannot be defined except by means of a curve which shows its value for different flux densities. The quotient of the total magnetic flux, Z, in a circuit by the cross section, S, of the circuit is called the mean “flux density,” and the reluctance of a magnetic circuit one centimetre long and one square centimetre in cross section is called the “reluctivity” of the material. The relation between reluctivity ρ = 1/μ magnetic force H, and flux density B, is defined by the equation H = ρB, from which we have Hl = Z (ρl/S) = M.M.F. acting on the circuit. Again, since the ampere-turns (AN) on the circuit are equal to 0.8 times the M.M.F., we have finally AN/l = 0.8(Z/μS). This equation tells us the exciting force reckoned in ampere-turns, AN, which must be put on the ring core to create a total magnetic flux Z in it, the ring core having a mean perimeter l and cross section S and reluctivity ρ = 1/μ corresponding to a flux density Z/S. Hence before we can make use of the equation for practical purposes we need to possess a curve for the particular material showing us the value of the reluctivity corresponding to various values of the possible flux density. The reciprocal of ρ is usually called the “permeability” of the material and denoted by μ. Curves showing the relation of 1/ρ and ZS or μ and B, are called “permeability curves.” For air and all other non-magnetic matter the permeability has the same value, taken arbitrarily as unity. On the other hand, for iron, nickel and cobalt the permeability may in some cases reach a value of 2000 or 2500 for a value of B = 5000 in C.G.S. measure (see Units, Physical). The process of taking these curves consists in sending a current of known strength through a solenoid of known number of turns wound on a circular iron ring of known dimensions, and observing the time-integral of the secondary current produced in a secondary circuit of known turns and resistance R wound over the iron core N times. The secondary electromotive force is by Faraday’s law (see Electrokinetics) equal to the time rate of change of the total flux, or E = NdZ/dt. But by Ohm’s law E = Rdq/dt, where q is the quantity of electricity set flowing in the secondary circuit by a change dZ in the co-linked total flux. Hence if 2Q represents this total quantity of electricity set flowing in the secondary circuit by suddenly reversing the direction of the magnetic flux Z in the iron core we must have
RQ = NZ or Z = RQ/N.
The measurement of the total quantity of electricity Q can be made by means of a ballistic galvanometer (q.v.), and the resistance R of the secondary circuit includes that of the coil wound on the iron core and the galvanometer as well. In this manner the value of the total flux Z and therefore of Z/S = B or the flux density, can be found for a given magnetizing force H, and this last quantity is determined when we know the magnetizing current in the solenoid and its turns and dimensions. The curve which delineates the relation of H and B is called the magnetization curve for the material in question. For examples of these curves see Magnetism.
The fundamental law of the non-homogeneous magnetic circuit traversed by one and the same total magnetic flux Z is that the sum of all the magnetomotive forces acting in the circuit is numerically equal to the product of the factor 0.8, the total flux in the circuit, and the sum of all the reluctances of the various parts of the circuit. If then the circuit consists of materials of different permeability and it is desired to know the ampere-turns required to produce a given total of flux round the circuit, we have to calculate from the magnetization curves of the material of each part the necessary magnetomotive forces and add these forces together. The practical application of this principle to the predetermination of the field windings of dynamo magnets was first made by Drs J. and E. Hopkinson (Phil. Trans., 1886, 177, p. 331).
We may illustrate the principles of this predetermination by a simple example. Suppose a ring of iron has a mean diameter of 10 cms. and a cross section of 2 sq. cms., and a transverse cut on air gap made in it 1 mm. wide. Let us inquire the ampere-turns to be put upon the ring to create in it a total flux of 24,000 C.G.S. units. The total length of the iron part of the circuit is (10π − 0.1) cms., and its section is 2 sq. cms., and the flux density in it is to be 12,000. From Table II. below we see that the permeability of pure iron corresponding to a flux density of 12,000 is 2760. Hence the reluctance of the iron circuits is equal to
| 10π − 0.1 | = | 220 | C.G.S. units. |
| 2760 × 2 | 38640 |
The length of the air gap is 0.1 cm., its section 2 sq. cms., and its permeability is unity. Hence the reluctance of the air gap is
| 0.1 | = | 1 | C.G.S. unit. |
| 1 × 2 | 20 |
Accordingly the magnetomotive force in ampere-turns required to produce the required flux is equal to
| 0.8 (24,000) ( | 1 | + | 220 | ) = 1070 nearly. |
| 20 | 38640 |
It follows that the part of the magnetomotive force required to overcome the reluctance of the narrow air gap is about nine times that required for the iron alone.
In the above example we have for simplicity assumed that the flux in passing across the air gap does not spread out at all. In dealing with electromagnet design in dynamo construction we have, however, to take into consideration the spreading as well as the leakage of flux across the circuit (see Dynamo). It will be seen, therefore, that in order that we may predict the effect of a certain kind of iron or steel when used as the core of an electromagnet, we must be provided with tables or curves showing the reluctivity or permeability corresponding to various flux densities or—which comes to the same thing—with (B, H) curves for the sample.
Iron and Steel for Electromagnetic Machinery.—In connexion with the technical application of electromagnets such as those used in the field magnets of dynamos (q.v.), the testing of different kinds of iron and steel for magnetic permeability has therefore become very important. Various instruments called permeameters and hysteresis meters have been designed for this purpose, but much of the work has been done by means of a ballistic galvanometer and test ring as above described. The “hysteresis” of an iron or steel is that quality of it in virtue of which energy is dissipated as heat when the magnetization is reversed or carried through a cycle (see Magnetism), and it is generally measured either in ergs per cubic centimetre of metal per cycle of magnetization, or in watts per ℔ per 50 or 100 cycles per second at or corresponding to a certain maximum flux density, say 2500 or 600 C.G.S. units. For the details of various forms of permeameter and hysteresis meter technical books must be consulted.3
An immense number of observations have been carried out on the magnetic permeability of different kinds of iron and steel, and in the following tables are given some typical results, mostly from experiments made by J.A. Ewing (see Proc. Inst. C.E., 1896, 126, p. 185) in which the ballistic method was employed to determine the flux density corresponding to various magnetizing forces acting upon samples of iron and steel in the form of rings.
The figures under heading I. are values given in a paper by A.W.S. Pocklington and F. Lydall (Proc. Roy. Soc., 1892-1893, 52, pp. 164 and 228) as the results of a magnetic test of an exceptionally pure iron supplied for the purpose of experiment by Colonel Dyer, of the Elswick Works. The substances other than iron in this sample were stated to be: carbon, trace; silicon, trace; phosphorus, none; sulphur, 0.013%; manganese, 0.1%. The other five specimens, II. to VI., are samples of commercial iron or steel. No. II. is a sample of Low Moor bar iron forged into a ring, annealed and turned. No. III. is a steel forging furnished by Mr R. Jenkins as a sample of forged ingot-metal for dynamo magnets. No. IV. is a steel casting for dynamo magnets, unforged, made by Messrs Edgar Allen & Company by a special pneumatic process under the patents of Mr A. Tropenas. No. V. is also an unforged steel casting for dynamo magnets, made by Messrs Samuel Osborne & Company by the Siemens process. No. VI. is also an unforged steel casting for dynamo magnets, made by Messrs Fried. Krupp, of Essen.
Table I.—Magnetic Flux Density corresponding to various Magnetizing Forces in the case of certain Samples of Iron and Steel (Ewing).
| Magnetizing Force H (C.G.S. Units). |
Magnetic Flux Density B (C.G.S. Units). | |||||
| I. | II. | III. | IV. | V. | VI. | |
| 5 | 12,700 | 10,900 | 12,300 | 4,700 | 9,600 | 10,900 |
| 10 | 14,980 | 13,120 | 14,920 | 12,250 | 13,050 | 13,320 |
| 15 | 15,800 | 14,010 | 15,800 | 14,000 | 14,600 | 14,350 |
| 20 | 16,300 | 14,580 | 16,280 | 15,050 | 15,310 | 14,950 |
| 30 | 16,950 | 15,280 | 16,810 | 16,200 | 16,000 | 15,660 |
| 40 | 17,350 | 15,760 | 17,190 | 16,800 | 16,510 | 16,150 |
| 50 | · · | 16,060 | 17,500 | 17,140 | 16,900 | 16,480 |
| 60 | · · | 16,340 | 17,750 | 17,450 | 17,180 | 16,780 |
| 70 | · · | 16,580 | 17,970 | 17,750 | 17,400 | 17,000 |
| 80 | · · | 16,800 | 18,180 | 18,040 | 17,620 | 17,200 |
| 90 | · · | 17,000 | 18,390 | 18,230 | 17,830 | 17,400 |
| 100 | · · | 17,200 | 18,600 | 18,420 | 18,030 | 17,600 |
It will be seen from the figures and the description of the materials that the steel forgings and castings have a remarkably high permeability under small magnetizing force.
Table II. shows the magnetic qualities of some of these materials as found by Ewing when tested with small magnetizing forces.
Table II.—Magnetic Permeability of Samples of Iron and Steel under Weak Magnetizing Forces.
| Magnetic Flux Density B (C.G.S. Units). |
I. Pure Iron. |
III. Steel Forging. |
VI. Steel Casting. |
|||
| H | μ | H | μ | H | μ | |
| 2,000 | 0.90 | 2220 | 1.38 | 1450 | 1.18 | 1690 |
| 4,000 | 1.40 | 2850 | 1.91 | 2090 | 1.66 | 2410 |
| 6,000 | 1.85 | 3240 | 2.38 | 2520 | 2.15 | 2790 |
| 8,000 | 2.30 | 3480 | 2.92 | 2740 | 2.83 | 2830 |
| 10,000 | 3.10 | 3220 | 3.62 | 2760 | 4.05 | 2470 |
| 12,000 | 4.40 | 2760 | 4.80 | 2500 | 6.65 | 1810 |
The numbers I., III. and VI. in the above table refer to the samples mentioned in connexion with Table I.
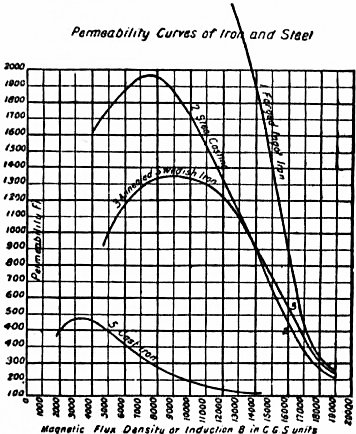
It is a remarkable fact that certain varieties of low carbon steel (commonly called mild steel) have a higher permeability than even annealed Swedish wrought iron under large magnetizing forces. The term steel, however, here used has reference rather to the mode of production than the final chemical nature of the material. In some of the mild-steel castings used for dynamo electromagnets it appears that the total foreign matter, including carbon, manganese and silicon, is not more than 0.3% of the whole, the material being 99.7% pure iron. This valuable magnetic property of steel capable of being cast is, however, of great utility in modern dynamo building, as it enables field magnets of very high permeability to be constructed, which can be fashioned into shape by casting instead of being built up as formerly out of masses of forged wrought iron. The curves in fig. 3 illustrate the manner in which the flux density or, as it is usually called, the magnetization curve of this mild cast steel crosses that of Swedish wrought iron, and enables us to obtain a higher flux density corresponding to a given magnetizing force with the steel than with the iron.
From the same paper by Ewing we extract a number of results relating to permeability tests of thin sheet iron and sheet steel, such as is used in the construction of dynamo armatures and transformer cores.
No. VII. is a specimen of good transformer-plate, 0.301 millimetre thick, rolled from Swedish iron by Messrs Sankey of Bilston. No. VIII. is a specimen of specially thin transformer-plate rolled from scrap iron. No. IX. is a specimen of transformer-plate rolled from ingot-steel. No. X. is a specimen of the wire which was used by J. Swinburne to form the core of his “hedgehog” transformers. Its diameter was 0.602 millimetre. All these samples were tested in the form of rings by the ballistic method, the rings of sheet-metal being stamped or turned in the flat. The wire ring No. X. was coiled and annealed after coiling.
 |
| Fig. 3. |
Table III.—Permeability Tests of Transformer Plate and Wire.
| Magnetic Flux Density B (C.G.S. Units). |
VII. Transformer- plate of Swedish Iron. |
VIII. Transformer- plate of Scrap Iron. |
IX. Transformer- plate of of Steel. |
X. Transformer- wire. |
||||
| H | μ | H | μ | H | μ | H | μ | |
| 1,000 | 0.81 | 1230 | 1.08 | 920 | 0.60 | 1470 | 1.71 | 590 |
| 2,000 | 1.05 | 1900 | 1.46 | 1370 | 0.90 | 2230 | 2.10 | 950 |
| 3,000 | 1.26 | 2320 | 1.77 | 1690 | 1.04 | 2880 | 2.30 | 1300 |
| 4,000 | 1.54 | 2600 | 2.10 | 1900 | 1.19 | 3360 | 2.50 | 1600 |
| 5,000 | 1.82 | 2750 | 2.53 | 1980 | 1.38 | 3620 | 2.70 | 1850 |
| 6,000 | 2.14 | 2800 | 3.04 | 1970 | 1.59 | 3770 | 2.92 | 2070 |
| 7,000 | 2.54 | 2760 | 3.62 | 1930 | 1.89 | 3700 | 3.16 | 2210 |
| 8,000 | 3.09 | 2590 | 4.37 | 1830 | 2.25 | 3600 | 3.43 | 2330 |
| 9,000 | 3.77 | 2390 | 5.3 | 1700 | 2.72 | 3310 | 3.77 | 2390 |
| 10,000 | 4.6 | 2170 | 6.5 | 1540 | 3.33 | 3000 | 4.17 | 2400 |
| 11,000 | 5.7 | 1930 | 7.9 | 1390 | 4.15 | 2650 | 4.70 | 2340 |
| 12,000 | 7.0 | 1710 | 9.8 | 1220 | 5.40 | 2220 | 5.45 | 2200 |
| 13,000 | 8.5 | 1530 | 11.9 | 1190 | 7.1 | 1830 | 6.5 | 2000 |
| 14,000 | 11.0 | 1270 | 15.0 | 930 | 10.0 | 1400 | 8.4 | 1670 |
| 15,000 | 15.1 | 990 | 19.5 | 770 | · · | · · | 11.9 | 1260 |
| 16,000 | 21.4 | 750 | 27.5 | 580 | · · | · · | 21.0 | 760 |
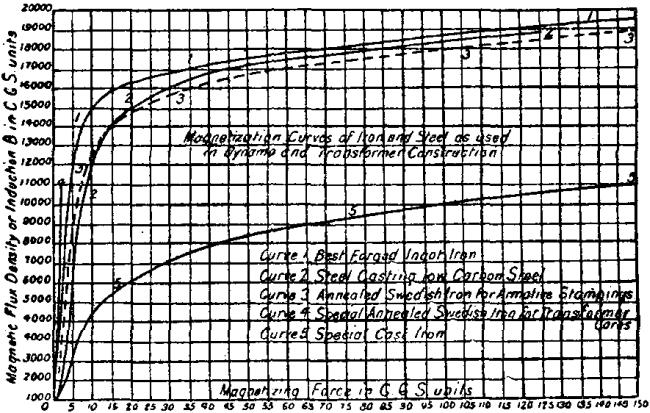
Some typical flux-density curves of iron and steel as used in dynamo and transformer building are given in fig. 4.
 |
| Fig. 4. |
The numbers in Table III. well illustrate the fact that the permeability, μ = B/H has a maximum value corresponding to a certain flux density. The tables are also explanatory of the fact that mild steel has gradually replaced iron in the manufacture of dynamo electromagnets and transformer-cores.
Broadly speaking, the materials which are now employed in the manufacture of the cores of electromagnets for technical purposes of various kinds may be said to fall into three classes, namely, forgings, castings and stampings. In some cases the iron or steel core which is to be magnetized is simply a mass of iron hammered or pressed into shape by hydraulic pressure; in other cases it has to be fused and cast; and for certain other purposes it must be rolled first into thin sheets, which are subsequently stamped out into the required forms.
 |
| Fig. 5. |
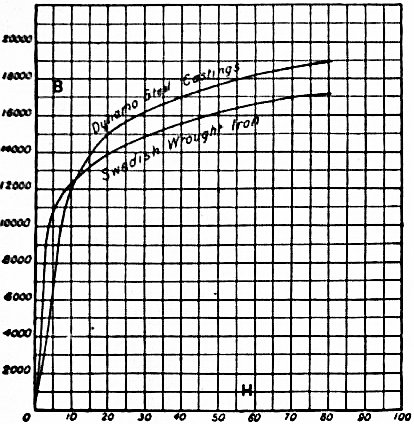
For particular purposes it is necessary to obtain the highest possible magnetic permeability corresponding to a high, or the highest attainable flux density. This is generally the case in the electromagnets which are employed as the field magnets in dynamo machines. It may generally be said that whilst the best wrought iron, such as annealed Low Moor or Swedish iron, is more permeable for low flux densities than steel castings, the cast steel may surpass the wrought metal for high flux density. For most electro-technical purposes the best magnetic results are given by the employment of forged ingot-iron. This material is probably the most permeable throughout the whole scale of attainable flux densities. It is slightly superior to wrought iron, and it only becomes inferior to the highest class of cast steel when the flux density is pressed above 18,000 C.G.S. units (see fig. 5). For flux densities above 13,000 the forged ingot-iron has now practically replaced for electric engineering purposes the Low Moor or Swedish iron. Owing to the method of its production, it might in truth be called a soft steel with a very small percentage of combined carbon. The best description of this material is conveyed by the German term “Flusseisen,” but its nearest British equivalent is “ingot-iron.” Chemically speaking, the material is for all practical purposes very nearly pure iron. The same may be said of the cast steels now much employed for the production of dynamo magnet cores. The cast steel which is in demand for this purpose has a slightly lower permeability than the ingot-iron for low flux densities, but for flux densities above 16,000 the required result may be more cheaply obtained with a steel casting than with a forging. When high tensile strength is required in addition to considerable magnetic permeability, it has been found advantageous to employ a steel containing 5% of nickel. The rolled sheet iron and sheet steel which is in request for the construction of magnet cores, especially those in which the exciting current is an alternating current, are, generally speaking, produced from Swedish iron. Owing to the mechanical treatment necessary to reduce the material to a thin sheet, the permeability at low flux densities is rather higher than, although at high flux densities it is inferior to, the same iron and steel when tested in bulk. For most purposes, however, where a laminated iron magnet core is required, the flux density is not pressed up above 6000 units, and it is then more important to secure small hysteresis loss than high permeability. The magnetic permeability of cast iron is much inferior to that of wrought or ingot-iron, or the mild steels taken at the same flux densities.
The following Table IV. gives the flux density and permeability of a typical cast iron taken by J.A. Fleming by the ballistic method:—
Table IV.—Magnetic Permeability and Magnetization Curve of Cast Iron.
| H | B | μ | H | B | μ | H | B | μ |
| .19 | 27 | 139 | 8.84 | 4030 | 456 | 44.65 | 8,071 | 181 |
| .41 | 62 | 150 | 10.60 | 4491 | 424 | 56.57 | 8,548 | 151 |
| 1.11 | 206 | 176 | 12.33 | 4884 | 396 | 71.98 | 9,097 | 126 |
| 2.53 | 768 | 303 | 13.95 | 5276 | 378 | 88.99 | 9,600 | 108 |
| 3.41 | 1251 | 367 | 15.61 | 5504 | 353 | 106.35 | 10,066 | 95 |
| 4.45 | 1898 | 427 | 18.21 | 5829 | 320 | 120.60 | 10,375 | 86 |
| 5.67 | 2589 | 456 | 26.37 | 6814 | 258 | 140.37 | 10,725 | 76 |
| 7.16 | 3350 | 468 | 36.54 | 7580 | 207 | 152.73 | 10,985 | 72 |
The metal of which the tests are given in Table IV. contained 2% of silicon, 2.85% of total carbon, and 0.5% of manganese. It will be seen that a magnetizing force of about 5 C.G.S. units is sufficient to impart to a wrought-iron ring a flux density of 18,000 C.G.S. units, but the same force hardly produces more than one-tenth of this flux density in cast iron.
The testing of sheet iron and steel for magnetic hysteresis loss has developed into an important factory process, giving as it does a means of ascertaining the suitability of the metal for use in the manufacture of transformers and cores of alternating-current electromagnets.
In Table V. are given the results of hysteresis tests by Ewing on samples of commercial sheet iron and steel. The numbers VII., VIII., IX. and X. refer to the same samples as those for which permeability results are given in Table III.
Table V.—Hysteresis Loss in Transformer-iron.
| Maximum Flux Density B. |
Ergs per Cubic Centimetre per Cycle. |
Watts per ℔ at a Frequency of 100. |
||||||
| VII. Swedish Iron. |
VIII. Forged Scrap- iron. |
IX. Ingot- steel. |
X. Soft Iron Wire. |
VII. | VIII. | IX. | X. | |
| 2000 | 240 | 400 | 215 | 600 | 0.141 | 0.236 | 0.127 | 0.356 |
| 3000 | 520 | 790 | 430 | 1150 | 0.306 | 0.465 | 0.253 | 0.630 |
| 4000 | 830 | 1220 | 700 | 1780 | 0.490 | 0.720 | 0.410 | 1.050 |
| 5000 | 1190 | 1710 | 1000 | 2640 | 0.700 | 1.010 | 0.590 | 1.550 |
| 6000 | 1600 | 2260 | 1350 | 3360 | 0.940 | 1.330 | 0.790 | 1.980 |
| 7000 | 2020 | 2940 | 1730 | 4300 | 1.200 | 1.730 | 1.020 | 2.530 |
| 8000 | 2510 | 3710 | 2150 | 5300 | 1.480 | 2.180 | 1.270 | 3.120 |
| 9000 | 3050 | 4560 | 2620 | 6380 | 1.800 | 2.680 | 1.540 | 3.750 |
In Table VI. are given the results of a magnetic test of some exceedingly good transformer-sheet rolled from Swedish iron.
Table VI.—Hysteresis Loss in Strip of Transformer-plate rolled Swedish Iron.
| Maximum Flux Density B. |
Ergs per Cubic Centimetre per Cycle. |
Watts per ℔ at a Frequency of 100. |
| 2000 | 220 | 0.129 |
| 3000 | 410 | 0.242 |
| 4000 | 640 | 0.376 |
| 5000 | 910 | 0.535 |
| 6000 | 1200 | 0.710 |
| 7000 | 1520 | 0.890 |
| 8000 | 1900 | 1.120 |
| 9000 | 2310 | 1.360 |
In Table VII. are given some values obtained by Fleming for the hysteresis loss in the sample of cast iron, the permeability test of which is recorded in Table IV.
Table VII.—Observations on the Magnetic Hysteresis of Cast Iron.
| Loop. | B (max.) | Hysteresis Loss. | |
| Ergs per cc. per Cycle. |
Watts per ℔ per. 100 Cycles per sec. |
||
| I. | 1475 | 466 | .300 |
| II. | 2545 | 1,288 | .829 |
| III. | 3865 | 2,997 | 1.934 |
| IV. | 5972 | 7,397 | 4.765 |
| V. | 8930 | 13,423 | 8.658 |
For most practical purposes the constructor of electromagnetic machinery requires his iron or steel to have some one of the following characteristics. If for dynamo or magnet making, it should have the highest possible permeability at a flux density corresponding to practically maximum magnetization. If for transformer or alternating-current magnet building, it should have the smallest possible hysteresis loss at a maximum flux density of 2500 C.G.S. units during the cycle. If required for permanent magnet making, it should have the highest possible coercivity combined with a high retentivity. Manufacturers of iron and steel are now able to meet these demands in a very remarkable manner by the commercial production of material of a quality which at one time would have been considered a scientific curiosity.
It is usual to specify iron and steel for the first purpose by naming the minimum permeability it should possess corresponding to a flux density of 18,000 C.G.S. units; for the second, by stating the hysteresis loss in watts per ℔ per 100 cycles per second, corresponding to a maximum flux density of 2500 C.G.S. units during the cycle; and for the third, by mentioning the coercive force required to reduce to zero magnetization a sample of the metal in the form of a long bar magnetized to a stated magnetization. In the cyclical reversal of magnetization of iron we have two modes to consider. In the first case, which is that of the core of the alternating transformer, the magnetic force passes through a cycle of values, the iron remaining stationary, and the direction of the magnetic force being always the same. In the other case, that of the dynamo armature core, the direction of the magnetic force in the iron is constantly changing, and at the same time undergoing a change in magnitude.
It has been shown by F.G. Baily (Proc. Roy. Soc., 1896) that if a mass of laminated iron is rotating in a magnetic field which remains constant in direction and magnitude in any one experiment, the hysteresis loss rises to a maximum as the magnitude of the flux density in the iron is increased and then falls away again to nearly zero value. These observations have been confirmed by other observers. The question has been much debated whether the values of the hysteresis loss obtained by these two different methods are identical for magnetic cycles in which the flux density reaches the same maximum value. This question is also connected with another one, namely, whether the hysteresis loss per cycle is or is not a function of the speed with which the cycle is traversed. Early experiments by C.P. Steinmetz and others seemed to show that there was a difference between slow-speed and high-speed hysteresis cycles, but later experiments by J. Hopkinson and by A. Tanakadaté, though not absolutely exhaustive, tend to prove that up to 400 cycles per second the hysteresis loss per cycle is practically unchanged.
Experiments made in 1896 by R. Beattie and R.C. Clinker on magnetic hysteresis in rotating fields were partly directed to determine whether the hysteresis loss at moderate flux densities, such as are employed in transformer work, was the same as that found by measurements made with alternating-current fields on the same iron and steel specimens (see The Electrician, 1896, 37, p. 723). These experiments showed that over moderate ranges of induction, such as may be expected in electro-technical work, the hysteresis loss per cycle per cubic centimetre was practically the same when the iron was tested in an alternating field with a periodicity of 100, the field remaining constant in direction, and when the iron was tested in a rotating field giving the same maximum flux density.
With respect to the variation of hysteresis loss in magnetic cycles having different maximum values for the flux density, Steinmetz found that the hysteresis loss (W), as measured by the area of the complete (B, H) cycle and expressed in ergs per centimetre-cube per cycle, varies proportionately to a constant called the hysteretic constant, and to the 1.6th power of the maximum flux density (B), or W = ηB1.6.
The hysteretic constants (η) for various kinds of iron and steel are given in the table below:—
| Metal. | Hysteretic Constant. |
| Swedish wrought iron, well annealed | .0010 to .0017 |
| Annealed cast steel of good quality; small | |
| percentage of carbon | .0017 to .0029 |
| Cast Siemens-Martin steel | .0019 to .0028 |
| Cast ingot-iron | .0021 to .0026 |
| Cast steel, with higher percentages of carbon, | |
| or inferior qualities of wrought iron | .0031 to .0054 |
Steinmetz’s law, though not strictly true for very low or very high maximum flux densities, is yet a convenient empirical rule for obtaining approximately the hysteresis loss at any one maximum flux density and knowing it at another, provided these values fall within a range varying say from 1 to 9000 C.G.S. units. (See Magnetism.)
The standard maximum flux density which is adopted in electro-technical work is 2500, hence in the construction of the cores of alternating-current electromagnets and transformers iron has to be employed having a known hysteretic constant at the standard flux density. It is generally expressed by stating the number of watts per ℔ of metal which would be dissipated for a frequency of 100 cycles, and a maximum flux density (B max.) during the cycle of 2500. In the case of good iron or steel for transformer-core making, it should not exceed 1.25 watt per ℔ per 100 cycles per 2500 B (maximum value).
It has been found that if the sheet iron employed for cores of alternating electromagnets or transformers is heated to a temperature somewhere in the neighbourhood of 200° C. the hysteresis loss is very greatly increased. It was noticed in 1894 by G.W. Partridge that alternating-current transformers which had been in use some time had a very considerably augmented core loss when compared with their initial condition. O.T. Bláthy and W.M. Mordey in 1895 showed that this augmentation in hysteresis loss in iron was due to heating. H.F. Parshall investigated the effect up to moderate temperatures, such as 140° C., and an extensive series of experiments was made in 1898 by S.R. Roget (Proc. Roy. Soc., 1898, 63, p. 258, and 64, p. 150). Roget found that below 40° C. a rise in temperature did not produce any augmentation in the hysteresis loss in iron, but if it is heated to between 40° C. and 135° C. the hysteresis loss increases continuously with time, and this increase is now called “ageing” of the iron. It proceeds more slowly as the temperature is higher. If heated to above 135° C., the hysteresis loss soon attains a maximum, but then begins to decrease. Certain specimens heated to 160° C. were found to have their hysteresis loss doubled in a few days. The effect seems to come to a maximum at about 180° C. or 200° C. Mere lapse of time does not remove the increase, but if the iron is reannealed the augmentation in hysteresis disappears. If the iron is heated to a higher temperature, say between 300° C. and 700° C., Roget found the initial rise of hysteresis happens more quickly, but that the metal soon settles down into a state in which the hysteresis loss has a small but still augmented constant value. The augmentation in value, however, becomes more nearly zero as the temperature approaches 700° C. Brands of steel are now obtainable which do not age in this manner, but these non-ageing varieties of steel have not generally such low initial hysteresis values as the “Swedish Iron,” commonly considered best for the cores of transformers and alternating-current magnets.
The following conclusions have been reached in the matter:—(1) Iron and mild steel in the annealed state are more liable to change their hysteresis value by heating than when in the harder condition; (2) all changes are removed by re-annealing; (3) the changes thus produced by heating affect not only the amount of the hysteresis loss, but also the form of the lower part of the (B, H) curve.
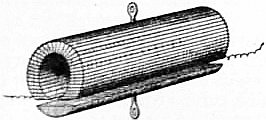
Forms of Electromagnet.—The form which an electromagnet must take will greatly depend upon the purposes for which it is to be used. A design or form of electromagnet which will be very suitable for some purposes will be useless for others. Supposing it is desired to make an electromagnet which shall be capable of undergoing very rapid changes of strength, it must have such a form that the coercivity of the material is overcome by a self-demagnetizing force. This can be achieved by making the magnet in the form of a short and stout bar rather than a long thin one. It has already been explained that the ends or poles of a polar magnet exert a demagnetizing power upon the mass of the metal in the interior of the bar. If then the electromagnet has the form of a long thin bar, the length of which is several hundred times its diameter, the poles are very far removed from the centre of the bar, and the demagnetizing action will be very feeble; such a long thin electromagnet, although made of very soft iron, retains a considerable amount of magnetism after the magnetizing force is withdrawn. On the other hand, a very thick bar very quickly demagnetizes itself, because no part of the metal is far removed from the action of the free poles. Hence when, as in many telegraphic instruments, a piece of soft iron, called an armature, has to be attracted to the poles of a horseshoe-shaped electromagnet, this armature should be prevented from quite touching the polar surfaces of the magnet. If a soft iron mass does quite touch the poles, then it completes the magnetic circuit and abolishes the free poles, and the magnet is to a very large extent deprived of its self-demagnetizing power. This is the explanation of the well-known fact that after exciting the electromagnet and then stopping the current, it still requires a good pull to detach the “keeper”; but when once the keeper has been detached, the magnetism is found to have nearly disappeared. An excellent form of electromagnet for the production of very powerful fields has been designed by H. du Bois (fig. 6).
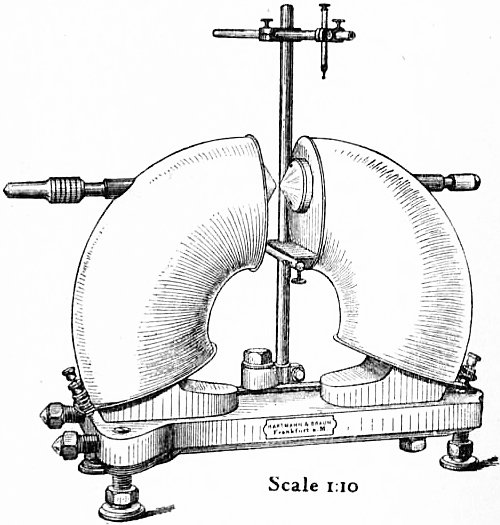 |
| Fig. 6.—Du Bois’s Electromagnet. |
Various forms of electromagnets used in connexion with dynamo machines are considered in the article Dynamo, and there is, therefore, no necessity to refer particularly to the numerous different shapes and types employed in electrotechnics.
Bibliography.—For additional information on the above subject the reader may be referred to the following works and original papers:—
H. du Bois, The Magnetic Circuit in Theory and Practice; S.P. Thompson, The Electromagnet; J.A. Fleming, Magnets and Electric Currents; J.A. Ewing, Magnetic Induction in Iron and other Metals; J.A. Fleming, “The Ferromagnetic Properties of Iron and Steel,” Proceedings of Sheffield Society of Engineers and Metallurgists (Oct. 1897); J.A. Ewing, “The Magnetic Testing of Iron and Steel,” Proc. Inst. Civ. Eng., 1896, 126, p. 185; H.F. Parshall, “The Magnetic Data of Iron and Steel,” Proc. Inst. Civ. Eng., 1896, 126, p. 220; J.A. Ewing, “The Molecular Theory of Induced Magnetism,” Phil. Mag., Sept. 1890; W.M. Mordey, “Slow Changes in the Permeability of Iron,” Proc. Roy. Soc. 57, p. 224; J.A. Ewing, “Magnetism,” James Forrest Lecture, Proc. Inst. Civ. Eng. 138; S.P. Thompson, “Electromagnetic Mechanism,” Electrician, 26, pp. 238, 269, 293; J.A. Ewing, “Experimental Researches in Magnetism,” Phil. Trans., 1885, part ii.; Ewing and Klassen, “Magnetic Qualities of Iron,” Proc. Roy. Soc., 1893.
1 In the Annals of Philosophy for November 1821 is a long article entitled “Electromagnetism” by Oersted, in which he gives a detailed account of his discovery. He had his thoughts turned to it as far back as 1813, but not until the 20th of July 1820 had he actually made his discovery. He seems to have been arranging a compass needle to observe any deflections during a storm, and placed near it a platinum wire through which a galvanic current was passed.
2 See Trans. Soc. Arts, 1825, 43, p. 38, in which a figure of Sturgeon’s electromagnet is given as well as of other pieces of apparatus for which the Society granted him a premium and a silver medal.
3 See S.P. Thompson, The Electromagnet (London, 1891); J.A. Fleming, A Handbook for the Electrical Laboratory and Testing Room, vol. 2 (London, 1903); J.A. Ewing, Magnetic Induction in Iron and other Metals (London, 1903, 3rd ed.).